Place du Centre
200 Promenade du Portage, 4th floor
Gatineau QC K1A 1K8
08 January 2020
Director General, Rail Safety
Transport Canada
14th floor, Enterprise Building
427 Laurier Avenue
Ottawa, ON K1A 0N5
Assistant Vice President, Technical Services
Association of American Railroads
425 Third Street SW, Suite 1000
Washington DC 20024
U.S.A.
Subject :
Rail Safety Advisory letter 617-01/20
Inclusions and porosity in a coupler knuckle
Dear Madam and Sir:
On 06 January 2019, at approximately 0700 Mountain Standard Time, Canadian Pacific Railway (CP) yard assignment CW11-06 was kickingFootnote 1 cars eastward into the classification tracks at Alyth Yard in Calgary, Alberta. The assignment, which weighed 7560 tons and was 4974 feet in length, was handling 82 cars (56 loaded cars and 26 empty cars). The conductor was using a remote control locomotive system (RCLS) to kick cars downgrade into various tracks within the classification yard. After kicking a single car, the conductor placed the RCLS in the “Stop” position. The conductor then noticed that a large cut of cars (56 cars) had separated from the movement and was rolling uncontrolled down the track. After reaching an estimated speed of 13.5 mph, the uncontrolled movement collided with stationary cars already in the track, resulting in the derailment of 20 cars (TSB Class 3 Investigation R19C0002).
It was determined that the separation occurred between car CP 429137 and car AOKX 90294 due to a failed knuckle on the coupler of car CP 429137. The manufacturer markings on the failed knuckle are listed in Table 1.
| Marking | Meaning |
|---|---|
| F51 | Type F knuckle |
| AEX | Original design, Grade E quenched and tempered cast steel, experimental for testing |
| 08-11 | Date of manufacture – August 2011 |
| WR | Manufacturer – Workhorse Rail |
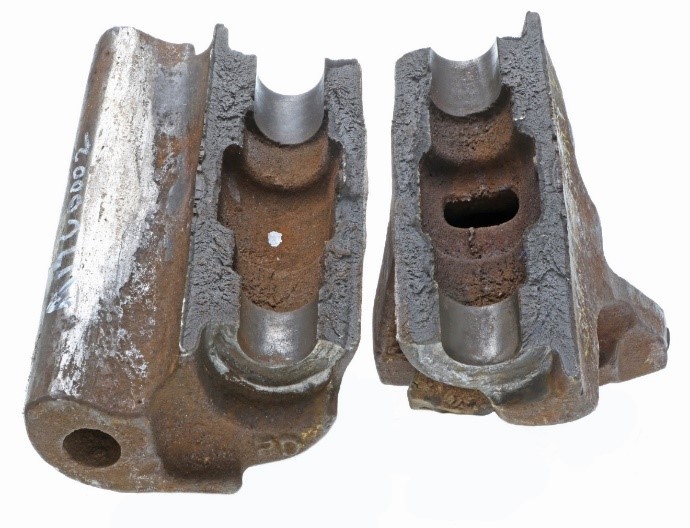
Based on detailed metallurgical analysis of the broken knuckle (Figure 1), it was determined that:
- The knuckle material met the Association of American Railroads (AAR) requirements for content and hardness.
- The knuckle passed the go/no-go gauge 49822 test.
- The knuckle failed in overstress extension of fatigue cracking that had initiated in the throat of the knuckle.
- The fatigue cracking was corroded and had been progressing over an extended period of time.
- The knuckle material exhibited inclusions and porosity that may have affected its overall strength.
- Chevron markings indicated that the fracture propagation was away from the fatigue cracking in both directions.
- One large and several smaller internal voids were observed on the fracture face. Within the voids, some spherical inclusions were present (indicated by arrows in Figure 2 and Figure 3). The spherical inclusions, which varied in size, were primarily silica.


The porosity and inclusions in the broken knuckle had been present since the time of manufacturing and had likely been introduced during the casting process.
Given the consequences of a failed knuckle, particularly when uncontrolled movements occur during switching operations, Transport Canada and the Association of American Railroads may wish to follow up with the appropriate equipment manufacturers to ensure that vulnerabilities (such as porosity and inclusions) are not introduced into the knuckle castings during the manufacturing process.
Yours sincerely,
Original signed by
Kirby Jang
Director, Investigations (Rail/Pipeline)
Transportation Safety Board of Canada
CC.
- Assistant Vice President, Safety and Sustainability
Canadian Pacific Railway - Senior Director, Operations and Regulatory Affairs
Railway Association of Canada