Main-track derailment
Canadian Pacific Railway
Freight train 119-01
Mile 112.70, Parry Sound Subdivision
Wanup, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
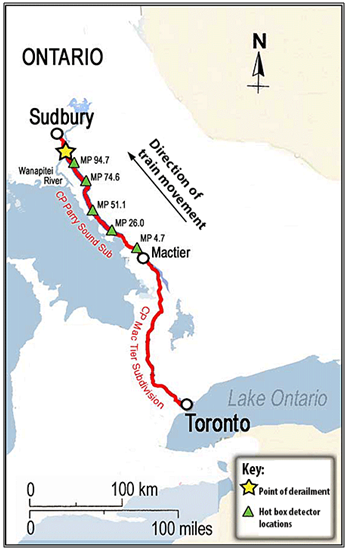
On 02 June 2013, at about 1000 Eastern Daylight Time, Canadian Pacific Railway freight train 119-01 was proceeding northward at 35 mph when 6 cars (including 12 car bodies and 20 containers) derailed. Some of the derailed cars struck the railway bridge that traversed the Wanapitei River (Mile 112.80 on the Parry Sound Subdivision) near Wanup, Ontario. As a result of the impact, the bridge collapsed and 7 containers, some carrying dangerous goods, fell into the river. Two containers sunk to the bottom of the river and the other 5 containers remained afloat. There were no injuries, and no dangerous goods were released.
Factual information
On 02 June 2013, at about 0900,Footnote 1 Canadian Pacific Railway (CP) freight train 119-01 (the train) was enroute from Toronto to Schreiber, Ontario. The train, consisting of 2 head-end locomotives and 62 loaded intermodal cars, weighed 7896 tons and was 8671 feet long. The crew members were familiar with the territory, met fitness and rest requirements, and were qualified for their positions.
After departing Toronto, the train proceeded northward on the CP Mactier Subdivision and then on the CP Parry Sound Subdivision. The train passed over 5 CP hot bearing detectors (HBD)Footnote 2, located at Mile 4.7, Mile 26.0, Mile 51.1, Mile 74.6, and Mile 94.7 (Figure 1). No HBD alarms for this train were recorded at these locations.
The accident
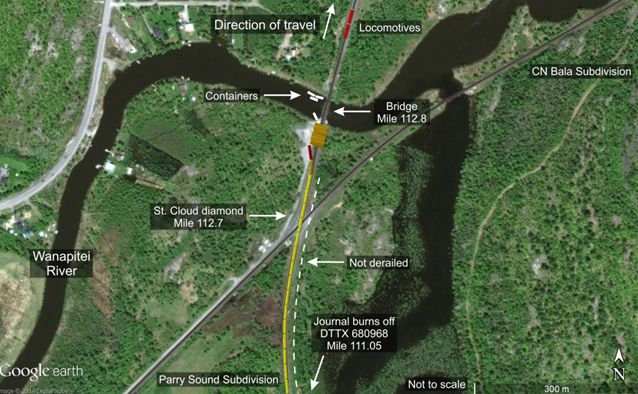
The second head-end locomotive was placed in the train with the locomotive cab facing the rear of the train. A review of the lococam video recovered from the second locomotive revealed that at about 0954, while travelling at 35 mph at Mile 111.05, the first car behind the locomotives, DTTX 680968 (a single-well double-stack container car), began to lean slightly to the east. Approximately 2 minutes later, the car derailed just as it traversed the Canadian National (CN) St. Cloud diamond crossingFootnote 3 located at Mile 112.70. The 5 following cars also derailed. Some of the derailed cars impacted the south end of the Wanapitei River railway bridge at Mile 112.80 (Figure 2).
During the derailment, the locomotives separated from the train, and the train experienced an undesired emergency brake application. The locomotives continued across the bridge and safely came to a stop approximately 1000 feet north of the bridge. The train crew made an emergency radio broadcast and then inspected the train. There were no injuries, and no dangerous goods were released.
At the time of the accident, the sky was overcast and there was a light rain. The temperature was 15° C.
Site examination
Site examination determined that the 1st to 6th cars (involving 12 car bodies and 20 containers) had derailed. As a result of the impact from some of the derailed cars, the south end of the bridge was knocked off the abutment (Photo 1).

The south bridge abutment, bridge seat, and west wing wall were damaged extensively while the ballast wall and through truss bridge span were destroyed.
Near the middle of the bridge, the end brace frame of the girder span was damaged and displaced by contact with the through truss span. Most of the bridge deck was also damaged. Subsequently, the bridge was out of service for 18 days.
The 1st to 5th cars had piled up along the river bank near the south end of the bridge. The 6th car remained on the road bed with only the A-end derailed. The 20 containers were strewn throughout the derailment area. Seven of the containers, some carrying dangerous goods, had entered the river. Two containers sunk to the bottom of the river while the other 5 containers remained afloat.
On the 1st derailed car (DTTX 680968), the lead axle in the trailing truck (No. 3 position) had a burnt-off axle journal (BOJ) in the L3 position (Photo 2). The underside of the related truckside spring seat was heavily smeared and gouged.

Intermittent marks on the east rail head extended southward from the derailment site to Mile 111.05, where failed roller bearing components and a BOJ stub were located at the base of the east side embankment. The wheelset and failed components were sent to the TSB Laboratory for examination.
Bridge information
The bridge at Mile 112.80 of the Parry Sound Subdivision traverses the Wanapitei River and is approximately 68 metres long. The bridge comprises a substructure (foundation) consisting of masonry/concrete abutments and piers founded on timber piles, and a superstructure consisting of 2 spans and the bridge deck set onto the foundation. The span at the south end of the bridge was a 48-metre long (157.5 feet) through truss span. The south end superstructure and the entire substructure were constructed in 1906. The north end span was a 20-metre long (65.6 feet) girder span that was originally constructed in 1930 for a bridge on CP's Empress Subdivision.
Following a line abandonment, this girder span was modified and then installed at the north end of the bridge in 1996. Generally, the bridge was in good condition.
Subdivision and track information
The CP Parry Sound Subdivision consists of a single main track that extends northward from MacTier, Ontario (Mile 0.0) to Romford, Ontario (Mile 121.7). Train movements in the area of the derailment are governed by the Occupancy Control System as authorized by the Canadian Rail Operating Rules (CROR), and supervised by a Rail Traffic Controller (RTC) located in Montréal, Quebec.
The track is Class 4 according to Transport Canada (TC)-approved Track Safety Rules (TSR). The maximum speed permitted in the vicinity of the derailment is 45 mph for freight trains. Approximately 29 freight trains per day travel through this area, with an annual tonnage of about 32 million gross tons.
In the vicinity of the derailment, the track consists of 115-pound continuous welded rail. The rail was laid on 14-inch tie plates, secured to hardwood ties with 6 spikes per tie, with every second tie box‑anchored. The ballast consisted of crushed rock and slag. The cribs were full, and the shoulders extended from 12 to 24 inches beyond the end of the ties.
Track inspections had been performed regularly in accordance with the TSR. The most recent track geometry test and ultrasonic rail testing had been conducted in May 2013. During these tests, no track anomalies or rail defects were identified in the vicinity of the derailment.
Enroute visual train inspection
Operating crew members are required to visually observe their train from the locomotive whenever duties permit. CROR Rule 111, Train and Transfer Inspection, states (in part):
(c) All crew members on a moving train or transfer must make frequent inspections of both sides to ensure that it is in order.Footnote 4
Enroute visual train inspections are typically conducted by using the locomotive side view mirrors or by looking back when travelling through curves where the terrain allows clear sight lines. Although these inspections had been performed enroute, the train crew did not observe any equipment problems before the derailment.
Wayside inspection and hot box detector systems
Railway freight cars are visually inspected in accordance with TC's approved Railway Freight Car Inspection and Safety Rules. Visual pre-departure and enroute inspections were conducted for the train with no exceptions noted. To supplement visual inspections, railways have equipped their rail network with electronic wayside inspection systems (WIS) to assess the condition of rolling stock while en route.
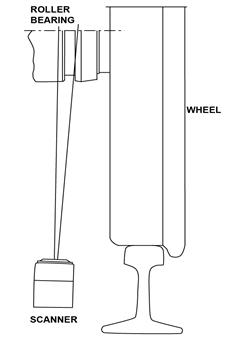
Each WIS usually includes an HBD, typically spaced 10 to 30 miles apart, a hot wheel detector, and often a dragging equipment detector. The HBD scans each bearing for heat as the train passes over an infrared sensor (Figure 3). The scanner infrared measures and records the bearing temperature. Because there are no regulatory requirements for HBDs, each railway establishes and maintains its own system and alarm thresholds for overheated roller bearings.
The Association of American Railroads (AAR) currently has no standards for spacing of HBDs. The AAR has noted that certain car configurations do not permit consistent reading of the roller journal bearings by certain HBD configurations. To address this issue, AAR's subsidiary, Transportation Technology Center, Inc. (TTCI), has undertaken a research initiative to evaluate various configurations of HBDs, as well as to identify technologies that may provide more accurate and precise measurement of bearing temperatures, while maintaining or improving current levels of effectiveness.
Canadian Pacific hot box detector system
CP has a network of approximately 400 HBDs, most of which are stand-alone units. However, at some locations, CP has limited HBD trending capability. Following the occurrence, CP verified that all HBDs on the Parry Sound Subdivision were properly calibrated. CP's HBDs are spaced anywhere from 20 to 30 miles apart along the main track. At the time of the occurrence, most HBDs were equipped with finite memory, and were operated independently with no network connections to each other or to the RTC. The bearing temperature data were stored locally at each HBD, and were only retained for a few days before being overwritten.
CP HBDs utilize a “talker” system of automated voice messages. When an alarm occurs, a 1‑second alert tone is immediately transmitted from the HBD to the train crew on the radio standby channel designated for the subdivision. After the entire train has passed over the detector, an automated voice message identifying the defect type and location is transmitted in the same manner. This message sequentially lists all defects from the head end of the train. When no alarms occur, a “no alarm” voice message is broadcast.
For its older HBDs (i.e., Servo model 9000 detectors), CP has established the following HBD alarm thresholds (above ambient temperature) for roller bearings:
- Hot Box Alarm = 18 mm or 216° F.
- Hot Differential end to end = 10 mm or 120° F.
For its newer HBDs (i.e., Southern Technologies Corporation [STC] detectors), CP has established the following HBD alarm thresholds (above ambient temperature) for roller bearings:
- Hot Box Alarm = 15 mm or 180° F.
- Hot Differential end to end = 12 mm or 150° F.
CP protocols for responding to HBD alarms include:
- When a CP train crew is alerted by an HBD alarm, the train is brought to a controlled stop for an inspection by the operating crew. CP General Operating Instructions outline a number of procedures for responding to different types of HBD alarms. These include how to stop and inspect the train for a suspected HBD alarm, and how to test it.
- If a hot roller bearing is confirmed, the car is set out from the train at the next available location or the next location designated by the timetable.
- If no hot bearing is identified, the train can proceed.
- If the same bearing triggers a second consecutive alarm at the next HBD, the car must be set out.
For the 4-year period between 2010 and 2013, CP experienced a total of 15 BOJs.
In 2011, CP began a 4-year project to modernize its system of approximately 400 HBDs. Part of this project included the installation of communications links from each HBD to a central office. The project also included the creation of a central server to receive all train passage reports, and to look for early warnings of problems through trending algorithms. CP began using bearing trending alarms in August 2013. Since early 2014, CP has had bearing trending in place at the approaches to key urban areas.
To date, CP has modernized about 60% of its HBD system, which now includes the ability to report wheel and bearing temperature to the central server. The system will be expanded to include all HBDs, and the information technology systems will be upgraded to handle the additional volume of data.
Canadian National hot box detector system
In comparison to CP, CN has a network of over 800 HBDs, spaced from approximately 12 to 15 miles apart on mainline track. These detectors are interconnected to a communications network, allowing CN to access the roller bearing temperature data through a centralized control centre that is staffed 24 hours a day by RTCs and RTC Mechanical Technicians (RTC Mechs). Roller bearing temperature readings that produce a “Hot” bearing alarm will activate a field talker to notify the train crew. In these situations, the RTCs and RTC Mechs will also receive a pop-up alarm on their computer screen.
CN has established the following “Hot” alarm thresholds for roller bearings:
- Hot Box Alarm = 15 mm or 174° F.
- Hot Differential end to end = 8 mm or 104° F.
CN protocols for responding to HBD “Hot” alarms include:
- The RTC confirms the receipt of the alarm with the train crew.
- The train is brought to a controlled stop for inspection.
- The crew reports back to the RTC with inspection results.
- The RTC communicates the inspection results to the RTC Mech.
- The RTC Mech records the inspection results and updates the car history.
- “Hot” alarms over 2 consecutive HBDs result in automatic setout of the suspect car, regardless of crew inspection results.
Since 1997, CN bearing data can be trended and stored electronically. Real-time trending of HBD data allows the RTC Mechs to monitor roller bearings that are heating up. The trend data have allowed CN to establish additional “Warm” alarm thresholdsFootnote 5 for roller bearings:
- Warm Box = 12 mm or 135° F.
- Warm Differential end to end = 6 mm or 78° F.
CN protocols for responding to HBD “Warm” alarms include:
- Roller bearing temperature readings that produce a “Warm” bearing alarm require the RTC Mech to monitor the bearing temperature over subsequent HBDs.
- The RTC Mech may check previous HBD charts and/or car history for previous elevated bearing temperatures.
- The RTC Mech may also stop the train and instruct the crew to inspect a suspected warm bearing before it reaches an alarm level.
- When a “Warm” bearing occurs at the last detector prior to a terminal, the RTC Mech may arrange to have the car inspected upon arrival.
CN has also developed a number of low-level alerts which are below the “Hot” and “Warm” HBD alarm thresholds. These low-level alerts do not necessarily require any action from the RTC Mech, but do provide an additional level of defence against overheated roller bearings. The low-level alerts themselves are not indicative of a finite heat value, but are representative of several different methods of comparing recorded roller bearing information. Some CN low-level alerts can be generated by:
- comparing higher-than-average roller bearing heat with the average of other roller bearings on the same side of the train,
- comparing higher-than-average roller bearing heat with the average of other roller bearings on the same side of the car or locomotive.
Low-level alerts can be used:
- to check previous readings for roller bearings producing “Hot” or “Warm”alarms,
- for trending purposes. Cars with extended history of trended elevated (low level) roller bearing temperatures are identified for maintenance-level wheel change in order to remove suspect bearings from service at scheduled inspections.
When compared to CP BOJ totals, CN reported 9 BOJs for the same period of 2010-2013, despite higher traffic volumes.
Wheelset and roller bearing assemblies
Wheelsets are assembled in compliance with the AAR Manual of Standards and Recommended Practices (MSRP), Section G, Part II. The MSRP sets forth the minimum manufacturing standards for practices related to wheelset manufacturing and reconditioning. Wheelset assemblies consist of 2 wheels, which are bored and pressed onto an axle wheel seat, and 2 roller bearing assemblies pressed onto the axle journals. Once the wheels are mounted, the wheel mount date and shop identifier are stamped on the outboard hub of one of the wheels. Then, roller bearing assemblies are mounted on the axle journals.
During wheelset assembly, new roller bearings are only matched with new roller bearings. Reconditioned roller bearings are matched with reconditioned roller bearings made by the same manufacturer. A roller bearing assembly consists of an outer raceway (cup) which houses 2 tapered roller assemblies (cone assemblies) separated by a spacer. Each cone assembly consists of a raceway, rollers, and a cage. Inboard and outboard seals, seal wear rings, a backing ring, and an end cap complete the roller bearing assembly (Figure 4).
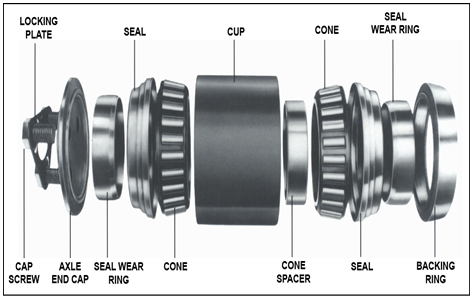
The cup, rollers, and cone raceways are case-hardened with precision finishes for the closely matched mating surfaces. The cage acts as a spacer that keeps the rollers in place within the cone assembly. The entire assembly is pressed on an axle journal and seated against the axle journal fillet radius. It is kept in place by an end cap, secured to the end of the axle with 3 cap screws fixed in place by a locking plate.
About one million new or reconditioned bearings are mounted each year by North American railways. Roller bearings are designed to last the life of the wheelset without additional lubrication or maintenance. On average, freight car wheelset service life is estimated at approximately 220 000 miles.Footnote 6 The AAR does not have any age or mileage criteria for the removal of roller bearings.
Roller bearing reconditioning standards
Roller bearings are assembled in compliance with the AAR MSRP, Section H-II, Roller Bearing Manual, which sets forth the minimum standards for roller bearing manufacturing and reconditioning. For new roller bearings applied to the same wheelset, manufacturing dates generally match within a month or so of each other. For reconditioned roller bearings applied to the same wheelset, reconditioning dates are generally close.
The reconditioning standards are based on freight car practice that requires the removal and inspection of roller bearings whenever a wheelset is removed and sent to a wheel shop for reconditioning. When roller bearings are removed, they must be inspected and reconditioned by an approved roller bearing shop, in accordance with the AAR MSRP H-II standards.
Roller bearing reconditioning comprises the disassembly, cleaning, inspection, repair (if necessary), and reassembly of the roller bearing. For reassembly, according to the standards, outer cups and both cone assemblies must be from the same manufacturer. The remaining components are considered interchangeable provided they also meet reconditioning criteria.
The AAR MSRP H-II, Rule 1.15, defines terminology for various surface anomalies or defects, and provides descriptions of limits for roller bearing damage. Any parts that exhibit surface anomalies that exceed the inspection criteria and cannot be satisfactorily repaired, must be rejected.
Rule 1.15.5 describes limits for fatigue cracks, fatigue spalling, or flaking, and states (in part):
• Minute cracks in load-carrying surfaces that are a first indication of metal failure should be ground out […] to preclude spalling. Fatigue spalling or flaking originates as minute fatigue cracks, and eventually pieces of metal drop out. This occurs in the roller path of inner (cones) and outer (cups) rings and in the roller surface. The following are prohibited from entering service:
- Rollers with spalls or cracks.
- All unrepaired spalls on the inner and outer ring raceway […].
- Repaired spalls greater than 3/8 in. on any side by 1/8 in. deep […].
- More than two repaired spalls in a 2 in. circumferential section of the raceway.
- A bridge or separation less than 3/16 in. long between any two repaired spalls.
- Total number of repaired spalls exceeding six in any raceway.Footnote 7
Spalls on the cup and cone raceways are permitted to be repaired using approved methods provided that the repaired spalls measure less than 3/8 inch on any side by 1/8 inch deep.
Repaired spalls (old or new) must be marked with a suitable scribing tool in a location near the spall, but not on the raceway, by the approved shop performing the repair. For the cone, the repairs must be marked on the large diameter end face […].Footnote 8
Roller bearing L10 fatigue and service life
Roller bearing components can be used in perpetuity provided they meet reconditioning criteria. In practice, roller bearings and their components have a finite life which is defined by fatigue. L10 fatigue lifeFootnote 9 is defined as the calculated life (hours, miles, etc.) when a group of identical new roller bearings operating under controlled laboratory conditions first show evidence of fatigue spalling. During testing, the development of a spall that measures about 0.01 square inch on a cup raceway, cone raceway, or roller was defined as a laboratory failure. For a given population of identical bearings, 90% will meet or exceed the predicted life and 10% will fail before reaching that value (hence L10).
There is a difference between the small fatigue spall that defines roller bearing Ll0 life in laboratory testing and the spalling that determines the end of roller bearing life in railway service. While AAR reconditioning standards permit the repair of spalls on cup and cone raceways within certain limits, spalled rollers are prohibited from returning to service. A repaired spall on a raceway increases the contact stress in the vicinity of the repair and also introduces a stress riser at the edge of the repair. When the roller is directly over a repaired spall, there is less raceway surface supporting the load. The presence of spalling on any of the rolling contact surfaces observed during reconditioning is an indicator that the bearing component is beginning to fail in fatigue.
Industry recognizes that repaired spalls have a negative effect on bearing life when compared to raceways with no repaired spalls. For example, a raceway with one 3/8‑inch repaired spall has a calculated life of only 36.5% that of a new or undamaged raceway. While the calculated life would be greater for repaired spalls of a smaller dimension, given the variability of the repairs and the varied age of reconditioned components, there is no defined L10 predictive life for reconditioned roller bearings.
In the field, other factors are known to affect service life negatively as roller bearing failure itself is not limited to fatigue spalling. AAR overheated roller bearing data Footnote 10 have identified that the following defects (Table 1) account for over 90% of confirmed overheated roller bearing failures.
| Confirmed roller bearing failures (%) | Cause |
|---|---|
| 31.9 | Fatigue spalling |
| 25.8 | Water etching |
| 14.6 | Mechanical damage |
| 10.9 | Loose bearing |
| 4.6 | Adapter defect |
| 3.7 | Wheel defect |
It is recognized in the railway industry that wheelset roller bearings can fail catastrophically in as few as 10 to 15 miles on a train travelling at track speed.
Transportation Safety Board Laboratory examination of DTTX 680968 No. 3 wheelset
A detailed teardown examination was completed on the No. 3 wheelset from car DTTX 680968 (Photo 3) at the TSB Laboratory.

Wheelset information
The following observations were made:
- The R3 and L3 wheels were manufactured by US Steel in August 2006 and September 2006, respectively. The wheels were heat-treated, Class C, 33-inch, J33 design (1-wear cast steel wheels). The wheels were originally mounted on the axle in October 2006 by the CN Transcona Wheel Shop (Winnipeg, Manitoba). There were no defects observed on either wheel that would be condemnable under Rule 41 of the Field Manual of the AAR Interchange Rules.
- The axle was manufactured by Bethlehem Steel Corporation in August 1966 as an F ClassFootnote 11 axle with 6½ × 12 journals. The axle was later machined down to a Class E axle with 6 × 11 journals.
- The R3 axle journal did not exhibit any defects and was within accepted dimensional tolerances.
- The roller bearing locking plate markings (CN PU QBSN RK06) identified that Quality Bearing Services in Sparks, Nevada, had reconditioned the roller bearings, and that the CN Transcona Wheel Shop had mounted the bearings on the wheelset in October 2006.
- The wheelset was likely placed under DTTX 680968 shortly after October 2006, where it remained until the accident.
L3 Burnt-off axle journal
The L3 axle journal had burnt off the axle approximately 5 inches from the axle journal fillet radius. The remaining axle journal profile was typically conical in shape tapering down to a 4‑inch diameter at the point of separation. The BOJ stub had been slightly elongated as it extruded outboard during failure. The separation surface features on the outboard portion of the journal were characteristic of torsional deformation.
Failed L3 roller bearing
The L3 roller bearing was badly damaged. All identifiable roller bearing markings were recorded (Table 2).
| Bearing component | Original markings | Reconditioning markings |
|---|---|---|
| Outer ring (cup) | <X-TIMKEN ® HM129814XD MADE IN USA > *****5*84*18159> |
N/A |
| Inboard cone assembly | … X - TIMKEN … MADE IN USA | N/A |
| Outboard cone assembly | N/A (no markings could be discerned) |
N/A |
| Spacer | N/A (no markings could be discerned) |
N/A |
| Inboard seal | BRENCO ® 1107ST 07 06 | N/A |
| Outboard seal | BRENCO ® 1107ST 07 06 | N/A |
| Seal wear rings | N/A (no markings could be discerned) |
N/A |
The following observations were made:
- The cup was 29 years old.
- The remaining components were essentially destroyed and all exhibited severe heat discolouration, smearing, and plastic deformation (Photo 4, Photo 5 and Photo 6).
- Due to the severity of the damage, it was not possible to determine the precise cause of the roller bearing failure.



Because the failed components were so badly damaged, the teardown focused on the mate R3 bearing assembly, which likely had experienced a service life and usage similar to the failed bearing.
Mate R3 roller bearing
All identifiable roller bearing markings were recorded (Table 3).
| Bearing component | Original markings | Reconditioning markings |
|---|---|---|
| Outer ring (cup) | <X-TIMKEN ® HM129814XD MADE IN USA > *****1*95*015516> |
QBSN 9-06 (handwritten inside) |
| Inboard cone assembly | X- TIMKEN ® – HM129848 11-78 MADE–IN–USA |
QBS N G 9-06 |
| Outboard cone assembly | X- TIMKEN ® – HM129848 3-00 MADE–IN–USA |
QBS N G 9-06 |
| Spacer | BRENCO ® E1105 | |
| Inboard seal | BRENCO ® 1107ST DDL ® PATENT 5186578 07 06 | |
| Outboard seal | BRENCO ® 1107ST DDL ® PATENT 5186578 07 06 | |
| Inboard seal wear ring | TIMKEN K85508 | |
| Outboard seal wear ring | TIMKEN K85508 5 90 | |
| Backing ring | BRENCO III5FZ 016/01 |
The following observations were made:
- The ages of the mate bearing components varied between 13 and 35 years.
- The principal components of the bearing (i.e., cup, inboard cone assembly, and outboard cone assembly) were manufactured by Timken in 1995, 1978, and 2000, respectively. These components were reconditioned by Quality Bearing Services in September 2006.
- The bearing was well lubricated and contained 13.4 ounces of grease, which was close to the specified 14 ounces for Class E bearings. The grease had a normal appearance and texture. A grease sample was analyzed for water content. The water concentration was determined to be 0.15%, which exceeds the maximum allowable moisture content in grease of 0.10% according to Standard M-942.Footnote 12
- The cup outboard flange was damaged as a result of post-derailment impact. The cup raceway was indented, and exhibited water etching and slight corrosion pitting.
- With regards to the outboard cone assembly:
- The cone raceway displayed slight corrosion and pitting.
- Four of the rollers were spalled.
- With regards to the inboard cone assembly:
- The cone raceway contained 3 repaired spalls and 3 small fresh spalls. The fresh spalls, if repaired, would have met reconditioning criteria. However, the end result would have placed 3 repaired spalls within a 1 ¾-inch circumferential area on the raceway, which would be condemnable under reconditioning standards.
- The rollers displayed some corrosion pitting and minor indentations. One of the rollers exhibited short shallow axial cracks, which cannot be repaired.
TSB Laboratory reports
The following TSB Laboratory report was completed and is available from the TSB upon request:
- LP 116/2013 Bearing Failure Analysis - CP Freight Train, 119-01
Analysis
There were no operating, track, or bridge conditions observed that was considered causal. The analysis will focus on roller bearing failure, train inspection, roller bearing reconditioning, and hot box detector (HBD) systems.
The accident
The accident occurred as a result of the catastrophic failure of the L3 roller bearing and subsequent burnt-off axle journal (BOJ) on the lead wheelset of the trailing truck of car DTTX 680968, which was the first car behind the locomotives.
The intermittent marks on the east rail head extending southward from the occurrence site, and the location of the recovered L3 bearing components and BOJ stub from car DTTX 680968 indicated that the final roller bearing failure and BOJ occurred at Mile 111.05 of the Parry Sound Subdivision, where the stub separated from the axle. Once the stub had separated, the truckside dropped, and the bottom of the spring platform skidded along the rail head until it contacted the diamond crossing at Mile 112.70. Upon striking the diamond, the truck became displaced from under the car, which caused DTTX 680968 and the trailing 5 intermodal cars (12 car bodies in total) to derail. Some of the derailed cars impacted the bridge at Mile 112.80, knocked the south end of the bridge off the abutment, and severely damaged the bridge.
Visual inspection of train
The primary defence against roller bearing failure is the railway HBD system. However, the Association of American Railroads (AAR) has noted that certain car configurations do not permit consistent reading of the roller journal bearings by certain HBD configurations.
In addition to HBDs, operating rules require train crews to visually monitor their train from the locomotive. Such visual inspection is considered a secondary activity to be performed whenever duties permit. This is typically achieved by use of the locomotive side view mirrors or by looking back when travelling through curves where terrain allows a view of the train. Although the train crew performed the required visual inspections, the crew did not become aware of any equipment problems before the derailment.
The inability to detect the impending failure can be explained by the light rain that was prevailing at the time and which would have impeded the detection of any smoke from the roller bearing as it deteriorated. In addition, the view of the drop of the DTTX 680968 trailing truck would have been significantly obstructed by the second locomotive in the consist. Furthermore, DTTX 680968 was a single-well double-stack container car. This type of car has deep well walls which are part of the side sill structure that partially encase the Nos. 2 and 3 wheel positions. Consequently, wheelsets in these positions are difficult to inspect visually, particularly from the cab of a locomotive. If the field of vision is limited from the locomotive and a car configuration partially conceals the wheelsets, operating crews may not become aware of wheelset problems, such as overheated roller journal bearings, in a timely manner, increasing the risk of wheelset failures and derailments.
Roller bearing failure and reconditioning
During manufacturing, roller bearing cups, rollers, and cones are case-hardened while cone assembly cages are generally cold-formed from low carbon malleable steel. During their service life, once any of the case-hardened components begin to spall, small pieces of very hard steel begin to circulate with the grease as the roller bearing rotates. The softer cage material is worn away as it comes into contact with the hardened steel pieces. Eventually, the cage can fail, the rollers are no longer held in place, and the roller bearing geometry is compromised. This ultimately results in bearing failure, seizure and, as in this case, a BOJ.
Due to the severity of the damage, it was not possible to determine conclusively the exact cause of the L3 roller bearing failure. Subsequently, the TSB laboratory examination focused on the mate R3 roller bearing, which experienced service life and usage similar to the failed L3 roller bearing.
The ages of the principal components of the mate R3 roller bearing varied between 13 and 35 years. The rolling contact surfaces (the rollers, cup, and cone raceways) exhibited signs of initial deterioration, such as minor spalling, denting, water etching, and corrosion pitting which are early indications of an impending bearing failure. In particular, the spalled condition of the inboard rollers (manufactured in 1978) and the outboard cone raceway (manufactured in 2000) would have rendered the mate R3 bearing condemnable.
While the AAR does not require roller bearings to be removed for any age or mileage criteria, roller bearing components do have a finite life which is defined by the development of fatigue spalling. It is recognized that spalling can be initiated by a number of factors. The development of a 0.01-square inch spall on a cup raceway, cone raceway, or roller constitutes laboratory failure. In service, the development of a spall of this size in a raceway would require a repair in accordance with AAR standards, while spalling of this size on a roller is cause for rejection (i.e., condemnable).
Provisions have been made for reconditioning spalled cups and cone raceways in order to extend their use. Under current reconditioning standards, bearing cups and cone raceways can be repaired for spalls and returned to service, regardless of component age. However, given that a cup or cone raceway with 1 repaired spall has a reduced service life compared to a new roller bearing, if reconditioned cup and cone raceways containing multiple repaired spalls are used, then service life is further reduced, and there is an increased risk of failure.
Hot box spacing and data trending
Canadian National (CN) is recognized as a leader in HBD technology, with its integrated system and its ability to trend HBD data. Since wheelset roller bearings can fail catastrophically in as few as 15 miles at track speed, CN has continued to integrate additional HBDs for trending, and to reduce HBD spacing to protect against roller bearing failure. In addition, CN's warm box and differential trending alarms (12 mm or 135° F and 6 mm or 78° F) identify roller bearings in distress before they fail, and these alarms account for over 40% of CN HBD wheelset removals.
In contrast, Canadian Pacific Railway (CP) primarily removes roller bearings only after they exceed CP's hot box and differential alarms (18 mm or 216° F and 10 mm or 120° F). CP's stand-alone HBD system limits its ability to perform real-time monitoring of roller bearing performance or trend analyses of HBD data. If HBD systems are not configured for maximum effectiveness, including the use of real-time monitoring and data trending, there is an increased risk that roller bearings that are beginning to fail will remain in service and will not be detected before they fail.
CP spaces its HBDs about 20 to 30 miles apart. In comparison, CN typically spaces its HBDs about 12 to 15 miles apart. In this occurrence, the BOJ occurred approximately 16.35 miles after passing the CP HBD at Mile 94.70, with no alarms and no indication of overheating. The L3 roller bearing failure was rapid, and the CP HBDs on the Parry Sound Subdivision did not detect the overheated roller bearing prior to failure.
Findings
Findings as to causes and contributing factors
- The accident occurred as a result of the catastrophic failure of the L3 roller bearing and subsequent burnt-off axle journal on the lead wheelset of the trailing truck of car DTTX 680968, which was the first car behind the locomotives.
- The final roller bearing failure and burnt-off axle journal occurred at Mile 111.05 of the Parry Sound Subdivision, where the stub separated from the axle.
- Once the stub had separated, the truckside dropped, and the bottom of the spring platform skidded along the rail head until it contacted the diamond crossing at Mile 112.70.
- Upon striking the diamond, the truck became displaced from under the car, which caused DTTX 680968 and the trailing 5 intermodal cars (12 car bodies in total) to derail.
- Some of the derailed cars impacted the bridge at Mile 112.80, knocked the south end of the bridge off the abutment, and severely damaged the bridge.
- Although the train crew performed the required visual inspections, the crew did not become aware of any equipment problems before the derailment.
- The L3 roller bearing failure was rapid, and the Canadian Pacific Railways' hot box detectors on the Parry Sound Subdivision did not detect the overheated roller bearing prior to failure.
Findings as to risk
- If the field of vision is limited from the locomotive and a car configuration partially conceals the wheelsets, operating crews may not become aware of wheelset problems, such as overheated roller journal bearings, in a timely manner, increasing the risk of wheelset failures and derailments.
- If reconditioned cup and cone raceways containing multiple repaired spalls are used, then service life is further reduced, and there is an increased risk of failure.
- If hot box detector systems are not configured for maximum effectiveness, including the use of real-time monitoring and data trending, there is an increased risk that roller bearings that are beginning to fail will remain in service and will not be detected before they fail.
This report concludes the Transportation Safety Board's investigation into this occurrence. the Board authorized the release of this report on . It was officially released on .