Main track train derailment
Canadian Pacific Railway
Freight train no. 230-25
Mile 42.80, Belleville Subdivision
Tichborne, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
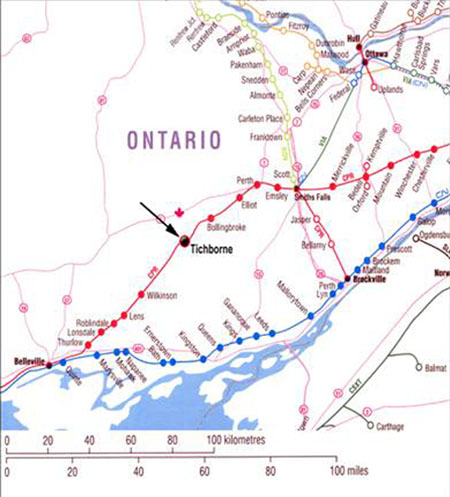
On 25 August 2007, at approximately 2230 eastern daylight time, Canadian Pacific Railway freight train 230-25, proceeding eastward at approximately 49 miles per hour, derailed one car at Mile 42.80 of the Belleville Subdivision near Tichborne, Ontario. The train continued over two public crossings to Mile 42.00 where 12 additional cars derailed at the Tichborne siding west turnout. Approximately 2200 feet of track, including the turnout and the signal mast at Mile 41.90, were damaged. There were no injuries and no dangerous goods were involved.
Ce rapport est également disponible en français.
Factual information
On 25 August 2007, at approximately 1600 eastern daylight timeFootnote 1, Canadian Pacific Railway (CPR) freight train 230-25 departed Toronto, Ontario, destined for Montréal, Quebec. The train consisted of 2 locomotives and 24 intermodal container flat cars carrying a mix of empty and loaded containers. It was 3036 feet long and weighed 2574 tons. The crew consisted of a conductor and a locomotive engineer. Both crew members were familiar with the route, were qualified for their positions, and met established fitness and rest standards.
After departing from Toronto, the trip was uneventful. While en route, the train passed over a wayside inspection system which included hot bearing and dragging equipment detectors at Mile 56.90 of the Belleville Subdivision. There were no indications of overheated roller bearings or dragging equipment. At 2237:49, while travelling in throttle 8 at a speed of 47.3 miles per hour (mph), an undesired emergency application of the train air brakes occurred at Mile 41.45. At 2238:31, the lead locomotive came to rest at Mile 41.17. After stopping, the crew members followed emergency procedures and determined that 13 cars (the 12th through the 24th) had derailed, near Tichborne, Ontario (see Figure 1).
Site examination
The first derailed car was CP 520997, the 12th car behind the locomotives. The trailing No. 4 wheelset had come out from under CP 520997 and was located about 1300 feet west of the car, just north of the Tichborne siding west end turnout at Mile 42.00. Inspection of the wheelset revealed that the R-4 axle journal had broken in the area of the axle journal fillet radius (fillet radius) behind the roller bearing backing ring and severed from the axle.
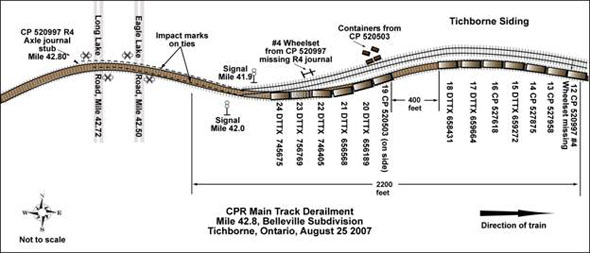
Cars 12 to 18 remained upright, coupled together, and were followed by a 400-foot gap. The 19th car, CP 520503, came to rest on its side while its containers were alongside the car in a ditch just north of the siding. The 20th to 24th cars remained upright and coupled together. Approximately 2200 feet of track, including the Tichborne west end siding turnout, and the signal mast at Mile 41.90 were damaged.
At the west end of the derailment site near the siding turnout, the mainline track had been displaced approximately two feet northward. Impact marks were observed on the track ties along the gauge side of the south rail and the field side of the north rail extending westward from the turnout. The marks were traced back, over two automated public crossings, to Mile 42.80 where the axle journal stub, with its roller bearing still attached, was located on the north (high) side of a right hand curve in the direction of travel (see Figure 2). The failed wheelset and severed axle journal stub, complete with the roller bearing, were sent to CPR's Test Department in Winnipeg, Manitoba, for failure analysis.
Track information
The Belleville Subdivision extends from Smith Falls, Ontario (Mile 0.0) westward to Toronto, Ontario (Mile 211.50). In the area of the derailment, train movements are governed by the Centralized Traffic Control System, in accordance with the Canadian Railway Operating Rules and are supervised by a CPR rail traffic controller located in Montréal, Quebec. The track is classified as Class 4 according to Transport Canada Railway Track Safety Rules (TSR) with a maximum authorized speed of 50 mph for freight trains. The traffic consists of approximately 20 freight trains per day with annual tonnage totaling over 26 million gross tons.
In the area of the derailment, the single main track was oriented in an east-west direction with an 8776-foot long siding adjacent to the north side of the main track between Mile 42.0 and Mile 40.3. Between Mile 42.90 and Mile 41.50, the track ascends eastward and contains one left-hand and three right-hand curves (in the direction of travel). Between Mile 42.89 and Mile 42.60, there is a 3-degree, 30-minute right-hand curve with a superelevation of 4 inches.
The rail was 136-pound continuous welded rail manufactured in 2004, laid on 14-inch double-shoulder tie plates and secured with three to five spikes per plate on No.1 treated hardwood ties. There was an average of 60 ties per 100 feet of track. Every second tie was box-anchored with additional anchors applied through the curves. The ballast was a mix of slag and crushed rock, the cribs were full, and the shoulders were 12 inches wide. The track had been inspected according to regulatory and company requirements; no defects were reported in the derailment area.
Wheelset inspection & wheel shop practice
Transport Canada's Railway Freight Car Inspection and Safety Rules set out minimum safety standards for freight cars. The section covering axle inspection rules states that a railway company may not place or continue a car in service if an axle has a crack or is bent or broken. The fillet radius is concealed by the roller bearing backing ring in the wheelset assembly and is not visible during train safety inspections. The fillet radius can only be inspected after the roller bearing has been removed, which occurs during wheelset reconditioning at a wheel shop.
Wheel shop practice is governed by the Association of American Railroads (AAR) Manual of Standards and Recommended Practices (MSRP), Section G-II, Wheel and Axle Shop Manual (G-II manual). Rule 1 of the G-II Manual contains the rules that wheel shops must adhere to.
During wheelset assembly, railway wheels are press-fit onto the axle wheel seats and then roller bearings are press-fit onto the axle journals. The axle wheel seat and journal have different cross-sectional diameters connected by two consecutive radii, the dust collar and the fillet radius, that transition from the larger diameter wheel seat to the smaller journal (see Figure 3). Both the dust collar and fillet radius require smooth, contoured transitions.

When a wheelset is returned to a wheel shop for reconditioning, the roller bearings are pulled off while the wheels and axles are inspected. If sufficient wheel tread material remains for reconditioning, the wheels stay mounted on the axle and the wheel treads are machined (turned) to restore the original wheel tread profile. The wheel treads are then ultrasonically tested for defects, reconditioned, or new roller bearings are applied and the turned wheelsetFootnote 2 assembly is returned to service.
If there is not enough tread material remaining for re-profiling, the wheels are pressed off the axle and the axle is inspected. If the axle meets reconditioning criteria, it qualifies as a secondhand unmounted axleFootnote 3. New wheels and new or reconditioned roller bearings can be applied, and the wheelset assembly can then be returned to service. Using this process, axles may remain in service for up to or beyond 40 years and can have a number of wheels applied during that time.
During wheelset assembly, Rule 1.2.4 of the G-II manual requires, in part, that all axle journals, fillet radii, and dust collars in both turned wheelsets and secondhand unmounted axles be thoroughly cleaned by abrasive method using 80-grit, or finer, sandpaper. Fillet radii with fretting or pitting that can not be removed by the abrasive method may be refinished by grinding or machine cutting to remove the pitting, provided that the journal dimension is not reduced below the minimum length. After cleaning, Rule 1.1.8 requires that the wheel seats and journal portions of secondhand unmounted axles in freight car service to be wet magnetic particle tested (MPT) for cracks before wheels and roller bearings are remounted. The fillet radius is not specifically included in this instruction. Furthermore, in turned wheelsets, neither the fillet radius nor the journal is required to be wet magnetic particle tested.
Immediately prior to mounting the wheels on the axle, Rule 1.4.3 requires that the entire wheel bore and one-half of the axle wheel seat be coated with one of several AAR-approved mounting lubricants. The wheels are then pressed onto the axle wheel seats. During press-on, mounting lubricant from the wheel bore is expelled onto the fillet radii and journal. After mounting, the wheelset is removed from the wheel press and excess lubricant is cleaned off. The rule contains no instruction on how to clean lubricant from the axle surface. Progress Rail's wheel shop facility located in Winnipeg, Manitoba (PRWW) wipes excess lubricant from the journals, fillet radii, and dust collars with a clean, dry cloth.
Rule 1.8.2.6 requires that a moderate to heavy uniform coating of an AAR-approved, lead-free rust preventative be applied to the fillet radii and dust collars of the axle prior to mounting the roller bearings on the axle journals. The coating prevents moisture from building in these areas; it must adhere to the surface and remain flexible. Once the roller bearings have been pressed onto the journals, the end caps, locking plates, and cap screws are applied. After the cap screws have been torqued, if the proper amount of rust preventative material has been applied to the axle fillet, a sealing bead should form at the juncture of the backing ring and the axle. If no sealing bead is formed, additional coating is to be applied by brush around the dust guard seat at the backing ring juncture. Upon completion of the assembly, the wheelset is returned to service.
Since the mid-1990s, PRWW requires the fillet radii on all secondhand unmounted axles, which account for about 67 per cent of axles used in wheelset production, to be MPT. As a result of this inspection, PRWW rejects approximately 50 axles per month for cracking detected in the fillet radius area. In August 2007, PRWW also commenced MPT of the fillet radii of all turned wheelsets, which account for approximately 33 per cent of wheelset production. Since implementation, PRWW has rejected an average of 17 turned wheelsets per month for cracking detected in the fillet radius area of the axle. There are other wheel shops in Canada that do not conduct MPT of the fillet radius area of turned wheelsets.
Failed axle
The failed axle was a 12-year old Grade F tempered axle manufactured by Huta Gliwice (previously Huta 1 Maya) in Poland in October 1995. It had new wheels applied in June 1997. In May 2002, the wheelset was reconditioned, in accordance with the AAR MSRP G-II manual requirements, at PRWW. During reconditioning, the wheels were re-profiled, the fillet radii were cleaned and inspected, and then reconditioned roller bearings were applied to the axle. The wheelset was placed in the no. 4 position under car CP 520997 on 27 May 2002, where it remained until failure. Following the derailment, CPR conducted a failure analysis of the broken axle. The following is a summary of CPR findings and TSB observations:
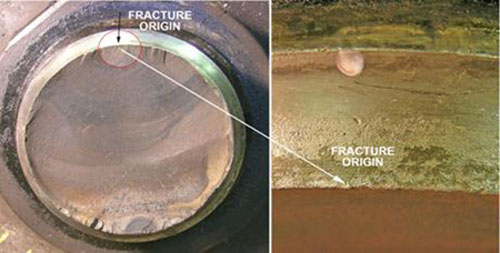
- The axle fractured in the area of the R-4 fillet radius, approximately 11 inches inboard of the end of the journal. There was no evidence of overheating. The fracture was perpendicular to the principal stresses acting on the axle. The fracture displayed primary and secondary fatigue cracks as well as a small, brittle failure zone which is normally associated with sudden or catastrophic failures. The fatigue fracture zones were characterized by beach marks which were traced back and identified an area of suspected fracture origin.
- The primary fatigue fracture originated at several corrosion pits on the fillet radius and propagated as multiple small fatigue cracks. These small cracks joined to form a common crack front. Driven by rotating bending stresses, the primary crack propagated in fatigue through approximately 80 per cent of the axle's cross-section over some finite period of time. Typical of rotating bending failures, a small secondary zone of fatigue was observed directly opposite the primary fatigue crack fracture origin (see Photo 1).
- Metallurgical examination confirmed corrosion products at the root of pitting on the fillet radius. No other anomalies were identified. The axle material conformed to the requirements of AAR Specification M-101 for Grade F steel. The microstructure consisted of a mixture of fine-grained pearlite and ferrite, which was consistent with the specified material and heat treatment.
Previous axle failures
According to TSB records, there have been 28 axle failures in Canada between 1997 and 2006, all of which resulted in a derailment. Axle fatigue failures originating from pitting in the fillet radius accounted for 60 to 70 per cent of these failures. In 2007, CPR experienced seven broken axles, five of which failed in the fillet radius with the fracture originating from corrosion pitting. All five of these failures occurred in reconditioned axles.
In April 2003, the Board issued a Safety Concern regarding the wet magnetic particle testing of fillet radii in conjunction with Investigation Report R01Q0010. The Board noted that such testing of the fillet radius is not universal within the industry as it is not an AAR requirement. The Board was concerned by the absence of a consistent means of fatigue crack detection during the inspection of the axle fillet radii at wheel shops throughout North America.
Analysis
The train was handled in accordance with regulations and company instructions and train handling was not a factor in this occurrence. Track inspection and testing did not reveal any track defects in the area of the derailment. The analysis will focus on the broken R-4 axle journal of car CP 520997 and on the axle reconditioning process.
The accident
The R-4 broken axle journal stub and roller bearing from car CP 520997 were recovered near the initial impact marks observed on the track structure at Mile 42.80, on the high side of a 3-degree, 30-minute right-hand curve (in the direction of travel). This identified that the axle failed at that location. Once the R-4 journal had severed from the axle, the loss of vertical load permitted the R-4 wheel to unload and derail to the field side of the high rail, while the mate L-4 wheel dropped-in on the gauge side of the south rail. The train continued with one wheelset derailed over two automated public crossings to Mile 41.90 where the wheelset struck the Tichborne siding east end switch, came out from under the car, and caused 12 additional cars to derail.
The R-4 axle journal failed in fatigue which originated at several corrosion pits on the fillet radius and propagated as multiple small fatigue cracks. These small cracks joined to form a common fatigue crack front which progressed through approximately 80 per cent of the axle's cross-section over some finite period of time. The final failure occurred catastrophically, under normal service conditions, when the applied load exceeded the diminished strength of the journal's reduced cross-section.
No heat was generated by the axle fatigue failure and there was no equipment dragging. As a result, the impending axle failure could not be detected by the wayside inspection system at Mile 56.90. Furthermore, the fatigue crack location, in the fillet radius of the axle, was covered by a roller bearing backing ring, making it impossible to detect visually during any train pull-by or safety inspections. The primary defence against axle fatigue failures originating from corrosion pitting in the fillet radius is the axle inspection and reconditioning process that occurs each time an axle is processed through a wheel shop.
The industry recognizes that moisture and corrosion pitting in particular is detrimental to axle fatigue life and has put some measures in place during the assembly process to protect against axles with these defects being returned to service. Despite these measures, axle failures initiated by corrosion pitting in the fillet radius continue to occur. In this occurrence, for corrosion pitting to have occurred in the fillet radius, moisture must have been present and the rust preventative coating protection must have been compromised, either while the wheelset was initially in service between 1997 and 2002 or after it was reconditioned in 2002.
Initial wheelset assembly
During assembly of the failed wheelset in 1997, the wheels were pressed onto the axle and excess mounting lubricant was wiped off the fillet radius with a dry cloth. Using this procedure, it is possible for a thin film of lubricant to remain on the surface of the fillet radius which may prevent full adhesion of the rust preventative coating. Consequently, moisture may come into contact with the fillet radius over time. The complete removal of lubricant from the fillet radius after wheels are mounted is an important step in preventing corrosion pitting. However, this step is omitted by the G-II Manual which defines cleaning of the fillet radius as the removal of pitting. Without thoroughly removing mounting lubricant residue from the fillet radius area prior to the application of the rust preventative coating, there is an increased risk of corrosion pitting occurring which can lead to axle failure.
Fillet radius inspection during reconditioning
The failed wheelset was reconditioned by Progress Rail's wheel shop facility (PRWW) in accordance with Association of American Railroads (AAR) requirements in May 2002. The fillet radii were machined to remove any pitting and then visually inspected; no cracking was observed. However, a wet magnetic particle inspection was not conducted on either fillet radii. Furthermore, there was no AAR requirement to conduct such testing on the fillet radii of either secondhand unmounted axles or turned wheelsets. While there is no way to determine precisely when fillet radius pitting and fatigue cracking initiates, it is possible for small fatigue cracks to be present and go undetected during reconditioning despite compliance with current AAR G-II criteria.
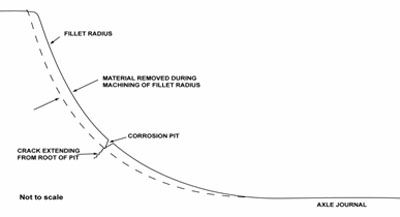
The fillet radius is a critical transition area of the axle that is subject to high loading and flexing during normal service as the weight of a freight car is transferred through the fillet radius to the wheel. Due to the loading, the fillet radius is notch sensitive and surface imperfections or subsurface cracking within the area can become nucleation points for fatigue crack development. Corrosion pits are typically “U” or “V” shaped. Applied loads tend to focus at the root of the pit which in turn initiates small fatigue cracks. Such cracking may still be present after the fillet radius pitting is removed (see Figure 4). The cracks tend to remain tight and are not detectable by visual inspection alone. Therefore, additional non-destructive testing methods such as ultrasonic or wet magnetic particle testing are required to consistently detect such cracks.
In 2001, the TSB noted that wet magnetic particle testing of the fillet radius was not universal within the industry as it was not an AAR requirement. The Board was concerned by the absence of a means of fatigue crack detection during journal fillet radii inspection as well as the difference in maintenance standards between secondhand unmounted axles and turned wheelsets. The same situation exists today and recent derailments resulting from axle failures demonstrate that it continues to present risks to the rail transportation system. The absence of a consistent method for detecting cracks in the axle fillet radii of either secondhand unmounted axles or turned wheelsets presents a risk that reconditioned axles may be returned to service with cracks present which can lead to premature axle failure.
Findings
Findings as to causes and contributing factors
- The derailment occurred when the R-4 axle journal of car CP 520997 failed at Mile 42.80 on the high side of a 3-degree, 30-minute right hand curve.
- The axle failed in fatigue which originated at corrosion pitting on the fillet radius and progressed through approximately 80 per cent of the axle's cross-section. The final failure occurred catastrophically, under normal service conditions, when the applied load exceeded the diminished strength of the journal's reduced cross-section.
- The rust preventative coating on the fillet radius had been compromised, and this allowed corrosion pitting to occur.
Findings as to risk
- Without thoroughly removing mounting lubricant residue from the fillet radius area prior to the application of the rust preventative coating, there is an increased risk of corrosion pitting occurring that can lead to axle failure.
- The absence of a consistent method for detecting cracks in the axle fillet radii of either secondhand unmounted axles or turned wheelsets presents a risk that reconditioned axles may be returned to service with cracks present which can lead to premature axle failure.
Other finding
- While there is no way to determine precisely when fillet radius pitting and fatigue cracking initiates, it is possible for small fatigue cracks to be present and go undetected during reconditioning despite compliance with current Association of American Railroads G-II criteria.
Safety action taken
On 05 March 2008, the TSB issued Rail Safety Advisory Letter (RSA) 01/08 to Transport Canada (TC). The letter identified a previous Board Concern, issued in April 2003, regarding the absence of wet magnetic particle testing of fillet radii in conjunction with TSB Investigation Report R01Q0010. The Board had noted that such testing is not universal within the industry as it is not an Association of American Railroads (AAR) requirement. The RSA indicated that the same situation exists today and recent derailments resulting from axle failures demonstrate that it continues to present risks to the rail transportation system.
TC responded and advised that it had contacted Canadian National and Canadian Pacific Railway and was informed that the wheel shops which supply wheels to them exceed the present AAR G-II manual requirements. A Canadian representative of the AAR Wheel, Axle, Bearing, and Lubrication Committee (WABL) also advised TC that changes to inspection procedures in journal fillet areas were being prepared.
On 28 March 2008, the AAR issued Circular Letter C-10711 for comments which contained proposed revisions to the G-II manual, Rules 1.1.8 and 1.2.4. The proposals essentially required the fillet radii of both secondhand unmounted axles and turned wheelsets to be wet magnetic particle tested for cracks. In addition, it was proposed that a requirement be added to scrap any axles where cracks can not be removed without going below the condemnable axle dimensions. It is expected that these changes will be effective by the fall of 2008.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on .