Uncontained engine failure
Canadian Airlines International
Boeing 767-375ER C-FTCA
Beijing, China
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
The scheduled passenger flight, CP30, was operating from Beijing to Vancouver, British Columbia, on 06 September 1997. Shortly after the commencement of the take-off roll, at about 20 knots, there was a loud explosion and the aircraft yawed sharply to the left. The take-off was rejected, and there was a fire warning on the left engine. The augmenting pilot visually confirmed a fire in the left engine, as the captain and operating first officer carried out the emergency procedures to deal with the fire indication. After use of the second fire bottle, the fire warning ceased, and there was visual confirmation that the fire had been extinguished. The passengers deplaned using the normal exits after the aircraft was towed to the terminal.
The Board determined that an uncontained failure of the third stage of the 3-9 high-pressure compressor spool was due to the presence of an oxygen-rich segregate produced in the batch of titanium used to construct the 3-5 stages of the spool. The segregate caused locally degraded resistance to fatigue crack initiation in the dove-tail slot bottom, an area of the spool that is subject to some of the higher design hoop stresses. Contributing to the occurrence were the quality control decisions made at the time of manufacture of the titanium, the inability of existing in-service inspection techniques to detect crack zones, and the intolerance of the spool design for slightly degraded material.
Ce rapport est également disponible en français.
1.0 Factual Information
1.1 History of the Flight
The scheduled passenger flight, CP30, was operating from Beijing to Vancouver, British Columbia, on 06 September 1997. The augmented crew had flown the aircraft into Beijing on the previous day and indicated that the inbound flight and departure start-up were normal. Shortly after the commencement of the take-off roll, at about 20 knots, as the engines were close to 40-degree Celsius rated take-off thrust, there was a loud explosion and then the aircraft vibrated and yawed sharply to the left. The take-off was rejected immediately, and within a few seconds there was a fire warning on the left engine. The augmenting first officer, who had been sitting in the cockpit jump seat, quickly went to the aircraft cabin and visually confirmed that there was a fire in the left engine. Meanwhile, the captain and the operating first officer carried out the emergency procedures to deal with the fire indication. After use of the second fire bottle, the fire warning ceased, and there was visual confirmation by the augmenting first officer that the fire had been extinguished. The emergency response services personnel confirmed that the fire was extinguished. The passengers deplaned using the normal exits after the aircraft was towed to the terminal. After the aircraft was shut down, it was noted that parts from the high-pressure compressor (HPC) had detached from the engine.
1.2 Injuries to Persons
| Crew | Passengers | Others | Total | |
|---|---|---|---|---|
| Fatal | - | - | - | - |
| Serious | - | - | - | - |
| Minor/None | 10 | 199 | - | - |
| Total | 10 | 199 | - | - |
1.3 Damage to Aircraft
Approximately 30 kilograms of rotating hardware from the left engine HPC and the compressor case was found on the ground near the aircraft. Debris had penetrated the left-engine casings, inboard reverser, and the translating cowls. A 1.5-inch long puncture was found in the fuselage adjacent to the left-wing root, just forward of Station 720, but no engine debris penetrated the passenger cabin. The left-hand high-speed (inboard) aileron had three punctures in the lower skin.
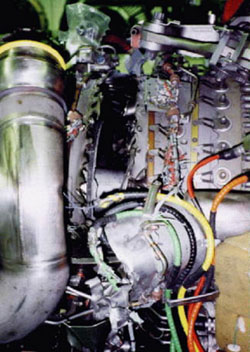
Inspection of the engine by maintenance personnel in Beijing established that the third stage had broken away from the HPC spool. Several pneumatic and electrical components on the outside of the engine had been damaged by material exiting the engine and by fire. An engine teardown conducted at the Motoren- und Turbinen-Union (MTU) facility in Hannover, Germany, revealed that there was some damage to the internal rotating structure of the engine.
The engine's inlet gearbox bearing was fractured, causing a disconnect of the engine accessory drive, which includes the main engine fuel pump. Rub marks from the fan blades were observed in lower portions of the abradable fan shroud, the result of a period of unbalanced operation as the engine was failing.
1.4 Other Damage
None
1.5 Personnel Information
| Captain | First Officer (PF) | Augmentee | |
|---|---|---|---|
| Age | 58 | 47 | 51 |
| Pilot licence | ATPL | ATPL | ATPL |
| Medical expiry date | 01 December 1997 | 01 February 1998 | 01 October 1997 |
| Total flying hours | 20,000 | 13,500 | 8,000 |
| Hours on type | 1,400 | 3,500 | 3,500 |
| Hours last 90 days | 195 | 212 | 210 |
| Hours on type last 90 days | 195 | 212 | 210 |
| Hours on duty prior to occurrence | 3 | 3 | 3 |
| Hours off duty prior to work period | 22 | 22 | 22 |
Because of the scheduled length of the flight, the crew consisted of a captain and two first officers. The first officer occupying the right pilot seat was the pilot flying (PF) for the take-off. The other first officer (referred to as the augmentee) was occupying the cockpit jump seat for the take-off, in accordance with Canadian Airlines International (CAI) procedures.
There are no specific assigned duties for the augmenting pilot during the emergency response to an engine fire during take-off.
The same crew had flown the aircraft from Vancouver to Beijing on the day before the occurrence. The crew had been given about 22 hours of rest, and each crew member had not worked in the 72-hour period prior to the flight from Vancouver. All crew members indicated they had adequate rest prior to the departure from Beijing.
1.6 Aircraft Information
| Manufacturer | Boeing |
|---|---|
| Type and model | 767-375ER |
| Year of manufacture | 1989 |
| Serial number | 24307 |
| Certificate of airworthiness | Valid |
| Total airframe time | 35,672 hours |
| Engine type (number of) | General Electric CF6-80C2B6F (2) |
| Maximum allowable take-off weight | 407,000 pounds |
| Recommended fuel type | Jet A1 |
| Fuel type used | Jet A1 |
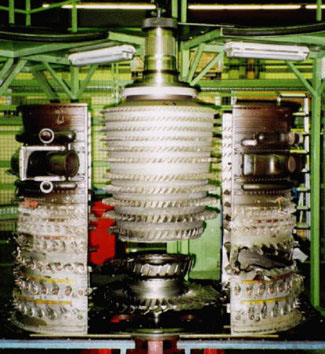
1.6.1 Description of Engine
The CF6-80C2B6F engine is a high-thrust variant of the General Electric (GE) CF6 high-bypass series of engines. The take-off thrust of the engine is 60,030 pounds at 30 ° C. The engine has two rotating sections: the fan section (N1), driven by the low-pressure turbine (LPT); and the high-pressure compressor (N2), driven by the high-pressure turbine (HPT). The HPC has 14 stages of compression and consists of several attached units, one of which is the 3-9 spool section. The blades of the 3-9 stages of the HPC fit into slots known as dove-tail slots, as shown in Figure 3.
The engine was certified in November 1987.
1.6.2 Number 1 Engine History
The number 1 (left) engine, serial number 702-386, was manufactured in 1989. This engine had undergone an overhaul from November 1994 to January 1995 as a result of suspected damage due to the possible ingestion of shredded tire material. The overhaul was conducted at Aviall Caledonian Engine Services (now known as GE Caledonian) in Prestwick, Scotland. At the time of the unscheduled overhaul, the engine had accumulated 14,585 hours and 2,758 cycles.
During the overhaul, some fan damage was noted; however, the engine core (which includes the HPC) had limited damage, indicating that the bulk of any debris had passed through the fan bypass and not the engine core. The HPC was fully disassembled during the overhaul. A number of HPC blades from the second, eighth, and ninth stages were rejected for airfoil damage outside of repairable limits.
As part of the overhaul procedure, the HPC spool (3-9 spool portion of the HPC, serial number VOL09752) was subjected to non-destructive inspection (NDI) in accordance with maintenance procedures in place at the time. Fluorescent penetrant inspection (FPI)Footnote 1 and ultrasonicFootnote 2 NDI, in accordance with GE Service Bulletin SB72-418 - Revision 3, were carried out. During the ultrasonic inspection, a maximum value of 23 per cent of full scale was noted in the stage-3 section at the 45-degree clockwise shear-wave inspection, but this indication did not exceed the "further evaluation" threshold of 30 per cent (multi-pass reject threshold was 40 per cent) and did not produce a similar value on the counter-clockwise inspection. As a result, the spool was deemed to be acceptable. The 23 per cent indication was the highest value recorded during inspection of all the 3-9 stages. In reviewing the ultrasonic inspection records after the occurrence, the engine manufacturer indicated that it believes that the 23 per cent reading was the result of "noise" (or an indication of structure or grain boundaries) and not a true indication of a crack in the third stage of the HPC spool. At the time of the overhaul, eddy current inspectionFootnote 3 of the 3-9 stages of the HPC was not required by maintenance practices.
The engine underwent a test run at the end of the overhaul, and all its parameters were in the normal range. The engine was returned to service following the overhaul and had a total of 25,653 hours and 4,744 cycles at the time of the uncontained failure (11,068 hours and 1,986 cycles since overhaul). The approved service life of the HPC spool is 15,000 cycles.
The last compressor boroscope inspection was conducted on 09 May 1997 with the only finding being one first-stage HPC blade with a bent tip, which was within limits in accordance with the Transport Canada-approved CAI Maintenance Manual. All other blades had no defects noted. The engine also had an inspection of the 3-5 stage HPC blades carried out on 26 May 1997 with no findings noted. After the occurrence, CAI reviewed the trend data for engine 702-386 to assess if there were any indications of an impending failure and determined that there were no changes of engine parameters warning of impending problems.
1.7 Meteorological Information
The weather near the time of the occurrence was: light winds from 090 ° true, visibility 6,000 metres, scattered clouds, temperature 27 ° C, altimeter setting 1,010 millibars.
1.8 Aids to Navigation
Not applicable
1.9 Communications
The crew noted that on occasion there had been communication problems with the Beijing control tower due to language difficulties, but no problems were noted during the occurrence. The crew of another aircraft operated by a Chinese company attempted to pass information to the crew of CP30 related to some observations of the situation, but was unable to communicate the message because of language problems.
1.10 Aerodrome Information
Beijing Capital Airport (ZBAA) is equipped with two runways. The flight used runway 18L, which has a length of 12,467 feet and a width of 197 feet. The airport elevation is 118 feet above sea level (asl).
1.11 Flight Recorders
The aircraft was equipped with an Allied Signal digital universal flight data recorder (UFDR), model 980-4100-AXUN, and a Loral cockpit voice recorder (CVR), model 93-A100-82. The recorders were delivered to the TSB Engineering Branch for analysis.
The 30-minute CVR was played back, but it was determined that the occurrence take-off was overwritten because the CVR circuit breakers were not pulled. As a result, no useful information pertaining to the occurrence was obtained from the CVR.
As per established procedure, an attempt was made to play back the UFDR at high speed to produce a copy tape without removing the UFDR tape. This effort was unsuccessful, likely because the initial high-speed playback had caused coning and misalignment of the tape, which resulted in the tape seizing during playback. The recorder is designed for fast playback, but if the tape is near the end of its service life, it is not uncommon for this type of problem to occur. The UFDR tape was subsequently removed from the unit and played back on standard eight-track, open-reel playback equipment. In spite of the damage to the tape, the occurrence data were recovered, as were data from the previous flight. A plot of the UFDR data can be found in Appendix A.
Analysis of the UFDR showed that, at a point approximately six seconds into the take-off roll, the UFDR signal lost synchronization for a period estimated to have been as long as four seconds. It was determined that the failure of the left engine occurred at this point. The loss of synchronization was probably the result of a voltage transient related to the engine-driven electrical system at the moment of the engine failure.
At the time of the engine failure, the rotor speeds of both engines were nearly equal and had reached estimated values of 100 per cent N1 and 107 per cent N2. The recorded value of left-engine exhaust gas temperature (EGT), 0.4 seconds prior to the engine failure, was approximately 730 ° C, about 25 ° above the interpolated temperature value of the right engine. Following the synchronization loss, the left-engine failure was further indicated by rapidly decreasing left-engine rotor speeds and a rapid four-degree heading change towards the side of the failed left engine. The maximum recorded left and right EGTs after the left engine had failed were approximately 850 ° and 790 ° C, respectively.
Within 1 ½ seconds of the engine failure, the right engine was throttled back (from 104 per cent N1, possibly higher) and, about one second later, the brakes were applied. Approximately five seconds after the engine failure, as the aircraft slowed to a stop, the left-engine fire discrete indicated fire in the left engine for about 10 seconds. A few seconds later, the fire discrete indication occurred once again for about another 10 seconds.
1.12 Wreckage and Impact Information
Not applicable
1.13 Medical Information
Not applicable
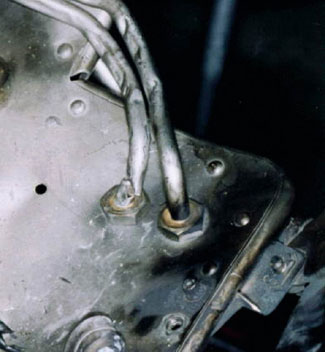
1.14 Fire
The fire damage was limited to the left side of the engine. It was determined, during the engine teardown conducted in Hannover, that the source of the fire was a fuel-servo line used to actuate the LPT active clearance control valve. Debris leaving the compressor punctured the fuel-servo line and sprayed fuel, which then ignited (see Figure 4).
1.15 Survival Aspects
Not applicable
1.16 Tests and Research
1.16.1 Introduction
Research was conducted into the properties of titanium and the methods employed to produce the titanium 6242 (Ti 6242) alloy used in the CF6-80C2B6F engine HPC spool. Specific tests were performed on the material recovered at the site of the occurrence to study the reasons for the material fracture. Some research into the properties of Ti 6242 was also conducted.
1.16.2 Titanium 6242
The material used in 3-9 HPC is Ti 6242, so called because of the percentages of alloying elements used.Footnote 4 According to the engine manufacturer, one reason Ti 6242 was chosen as the material for the HPC spool was because of the alloy's creep-resistant properties.
Titanium exists in two major crystalline forms, alpha and beta. Alpha titanium consists of an hexagonal close-packed crystal structure, whereas beta titanium has a body-centred cubic crystal structure. An important characteristic of titanium is reversible transformation (or allotropy) of its crystal from alpha to beta structure. The allotropic behaviour of titanium depends on the type and amount of alloy content, and allows for variations in microstructure and diverse strengthening opportunities. The microstructure and mechanical properties of titanium vary, depending on the methods of thermal-mechanical processing (shaping and forging). The addition of alloying elements causes changes in the temperature at which alpha crystals change to beta crystals (beta transus). Ti 6242 is considered to be an alpha and beta alloy, with approximately equal amounts of alpha and beta phases.
There are allowable limits in the amount of other elements in Ti 6242. The GE specified permissible limit of oxygen content is 0.15 per cent.
According to information provided by the engine manufacturer, the average yield strength for Ti 6242 disk forging at 80 ° Fahrenheit is about 127,000 pounds per square inch (psi); the minimum yield strength (" 95 per cent confidence of 95 per cent exceedence") is given as 108,000 psi. At 900 ° Fahrenheit, the average yield strength is about 77,000 psi, with a minium value of about 58,000 psi.
1.16.3 Titanium Manufacturing
GE has used several suppliers of titanium for its production of engines. The titanium for the 3-5 portion of the 3-9 HPC spool was produced by RMI Titanium Company (RMI) of Niles, Ohio. The investigation team, comprising persons from the TSB, the Federal Aviation Administration (FAA), the National Transportation Safety Board (NTSB), and GE, travelled to the RMI facility to review the process for manufacturing titanium and to review the melt records related to the titanium used in the occurrence HPC spool.
The process employed to produce the titanium has evolved over many years. At the time of manufacture of the event spool (1989), a triple-melt vacuum process was used.
The first steps of titanium manufacturing (Appendix B) are the mixing of pure titanium sponge with the powdered alloying material. This mixture is compressed into large brick-like blocks, and these sponge blocks are joined by straps, using inert gas welding, to make an electrode. Spacer bars are used to attach the electrode to a header assembly. The electrode is melted using high-current electricity in a water-cooled copper crucible, under vacuum conditions. Some hanger spacer-bar melt-in is normal, and therefore the spacer-bar material and the straps are required to be of rotor quality if the titanium to be produced is to be rotor quality.
For the second melt, three 24-inch diameter ingots produced by primary melts are welded together and this electrode is melted to form a 30-inch diameter ingot. No header material is melted into the second-melt ingot. The 30-inch ingot is inverted and becomes the electrode for the third melt. Appendix B shows the electrode in the pre-melted state. The final product is a 36-inch ingot. Other diameter ingots have also been produced.
The ingots produced following the third melt are machined, heated, then shaped into billets of various diameters (billet cogging), and then cut to various lengths and machined to final finish.
The specified process vacuum has evolved over the years. At the time of manufacture of the event spool, AMS 2380 (Aerospace Material Specifications) allowed for maximum steady-state pressure of 1,000 microns with "occasional momentary peaks" to 6,000 microns. The definition of a momentary peak is:
A temporary surge of pressure which recovers to original pressure level within:
- 20 seconds in the first stage melt
- 120 seconds in the second stage melt of a triple melt
- 90 seconds in the second stage of a double melt
- 90 seconds in the third stage of a triple melt
At the time of the manufacture of the event-spool titanium, RMI also used a maximum steady-state pressure of 1,000 microns during the intermediate melt of the triple-melt process. The current specification used by RMI, which is based on the most stringent requirement of its various customers, is a maximum steady-state pressure of 200 microns with allowable excursions to 400 microns during the intermediate and final melts. Recovery to the steady-state pressure following any allowable excursion is to be within 60 seconds.
The RMI specification M-312P, as revised on 18 September 1989, included the following information in section 4.1:
Should a water leak occur during the melting of a cast electrode, the affected areas shall be ground, sampled and analyzed for oxygen and nitrogen. The material shall be considered acceptable if the chemical analysis of the water leak area after grinding indicates absence of contamination. Any water leak during the final melt cycle shall reject thematerial for premium applications. A water leak will be assumed if the electrode or ingot exhibits a discolored area and there was an increase in pressure during the melt cycle.
1.16.4 Fracture Examination
The TSB Engineering Branch examined the fractured third stage of the HPC and some associated hardware in attempts to isolate the cause of the spool separation (LP144/97). The three segments of the stage-three disk, fragments of the forward flange, numerous blades and vanes, pieces of compressor case and other engine hardware were studied. Preliminary examination at Beijing and at the operator's facility in Vancouver indicated that the third-stage HPC disk broke as a result of fatigue or some other progressive cracking mechanism.
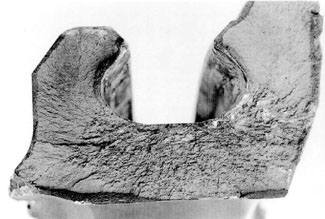
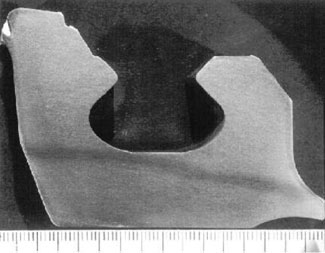
A detailed examination of the physical evidence was undertaken by the TSB Engineering Branch, with representatives of Transport Canada, the NTSB and GE in attendance. By the shape of the three spool segments and through examination of each spool fracture, it was verified that one of the fractures was a progressive type (Figures 5 and 6) and was the lead event in the failure sequence. The remaining two fractures were consistent with a sudden overload condition. The fatigue fracture was examined in detail.
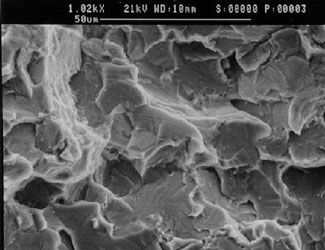
One mating half of the fatigue fracture was mechanically damaged but, after cleaning, was usable for preliminary examination of fractographic features. The cleaning removed aluminium debris smeared onto the fracture surface. Preliminary scanning-electron microscope (SEM) examination revealed faceted fracture topography interspersed with patches of fatigue striations (shown in Figure 6). The fatigue crack area covered an oval region extending from the slot bottom nearly through the thickness of the hub. The approximate size of the fatigue crack was 14 millimetres (mm) deep and 21 mm across or about 45 per cent of the third-stage cross-section.
The exact origin of the fatigue was not determined, but it was estimated to be subsurface, in the vicinity of the slot bottom, near the point of radius transition. The transition radii of the occurrence part were found to comply with engineering drawing requirements.
An attempt was made to count the number of striations in the fatigue area, but this was very difficult because the striations were irregular in shape, ran in many directions, and were interspersed with faceted areas. One estimate of the number of striations was about 800.
It was not possible to estimate the time (cycles) of the crack propagation based on a striation count. The engine manufacturer indicated that faceted-type failures were typical of fatigue in Ti 6242. However, the NTSB in its investigation of another fatigue failure due to a "hard alpha" inclusionFootnote 5 noted that the fatigue zone had a typical striated pattern. The manufacturer also indicated that propagation rates were accelerated within the segregate.
The microstructure of the titanium alloy near the fracture was also examined. To that end, slices parallel to the principal fatigue fracture surfaces (about 6 mm from the fracture) were removed and studied. The surface preparation consisted of grinding, polishing and etching the full cross-section. The etching showed that a microstructural anomaly existed on both sides of the fracture. The anomaly appears as a dark, diffused band approximately 2 mm wide, arcing rearward from the front of the third stage, almost touching but not intercepting the slot bottom in the vicinity of the rear transition radius, and finally exiting slightly below the rear face edge (as seen in Figure 7). Examination of the microstructure anomaly band at higher magnification revealed enlarged alpha grains as well as a higher proportion of the alpha phase within the band.
Additional slices parallel to the principal fracture were made to determine the extent of the anomalous band. It was established that the band faded to just an edge effect 14 mm behind one fracture surface and was completely gone 30 mm away. On the other side of the fracture, the band was still present in full width and breadth 45 mm away from the fracture surface.
Hardness and microhardness readings were taken in the band, across the band and in the normal material (matrix) away from the band. It was found that there was a moderate increase in hardness in the band compared to the matrix. The actual values ranged from 38 to 43 Rockwell C hardness (HRC) for the band and averaged 34 HRC for the matrix.
Sample slices containing the microstructure anomaly band were examined at the GE facility, using electron-microprobe equipment. The alpha grains within the band exhibited moderately elevated oxygen content, ranging from 0.1 to 0.4 per cent, with one peak value of 0.8 per cent. There were also minor variations in the content of the alpha stabilizing elements. There was no indication of increased levels of nitrogen in the band. Further tests were conducted by the University of British Columbia using energy-dispersive spectroscopy and wave-length dispersive spectrography; these tests confirmed the oxygen levels in the anomaly band. The various examinations of the material established that the anomalous band is an oxygen-enriched inclusion, although more diffuse than concentrated inclusions usually classified as "hard alpha" inclusions.
1.16.5 Dwell Time Fatigue
Dwell time fatigue (DTF) is defined by GE as:
- Fatigue phenomenon in which sustained loads at low temperature result in a flat faceted, subsurface initiation site and lower fatigue life than predicted from continuously cycled fatigue tests.
According to the engine manufacturer, materials that are susceptible to DTF are those with aligned alpha "colonies" (Figure 8). This aligned structure causes reduced resistance to stress and allows for the initiation of cracks.
Tests were conducted at the manufacturer's laboratory to assess the microstructure orientation of the anomaly band and the matrix portion of the third-stage spool pieces. It was determined that the alpha volume fraction in the band was about 70 per cent, as compared to 50 per cent in the matrix. The tests indicated that the alpha colony structures in both areas were similar. Qualitatively, the alpha colonies in the anomaly band appeared larger and less randomized than in the matrix portion. According to the engine manufacturer, the orientation tests indicated that because of the low alpha volume and the randomized grain structure, the matrix material had low susceptibility to DTF associated with other failure events. GE also indicated that the high alpha fraction and the influence of elevated oxygen content in the anomalous band "could be conducive to dwell time fatigue type initiation, however the elevated oxygen levels could also have resulted in more traditional initiation mechanisms."
1.16.6 Melt Irregularity
Research into the records for the melt that produced the Ti 6242 (RMI heat number 981897) that was used to manufacture the 3-5 section of the event spool revealed some irregularities during the first and second melts. During the first melt, some titanium of unknown pedigree was used for the spacer-bar hanger material. It is believed that the material was of rotor quality, but there were no documents certifying its quality. As per the normal process, some of the spacer-bar material was melted into the ingot. The use of uncertified titanium may have allowed the introduction of impurities into the ingot.
During the second melt, an unusual partial vacuum loss was experienced. The vacuum deviation peaked at approximately 950 microns and gradually returned to the steady-state vacuum of about 100 microns. The vacuum returned to less than 200 microns in about 30 minutes after the start of excursion. According to RMI, this type of pressure excursion was likely due to an electrode shift, causing a crucible water leak during the intermediate (second) melt. Water leaks can lead to the infusion of oxygen into the melt.
It was recognized that the melt had irregularities, and there were discussions between the titanium manufacturer and the engine manufacturer as to whether the titanium produced by the melt was acceptable or should have been downgraded to non-rotor material. The engine manufacturer accepted the material because the melt specifications had not been exceeded. Apparently, there was a considerable demand for titanium at the time the melt was produced.
After reviewing the melt records, RMI provided an estimate of where in the ingot any material affected by a water leak or the spacer-bar melt-in may have pooled. These diagrams, included in Appendix B, show the estimated position of the two suspect materials prior to the intermediate melt and the estimated position of the material after the intermediate melt. For the final melt, the intermediate cast was inverted before re-melting, and the material affected by a water leak and spacer-bar melt-in would have melted down into the final ingot. It was not possible to predict where the affected material would be in the final ingot, and it now has to be assumed that the entire ingot was suspect.
The records provided by the engine manufacturer revealed that there had been two HPC disk separations that involved the presence of oxygen-rich material. These two HPCs were produced from ingots produced by RMI in 1972. RMI retrieved the records for these melts and provided the information to the investigation team. These two heats had minor pressure excursions, well within specification limits, during the primary melts. One of the two heats had a minor pressure excursion of less than 600 microns for less than two minutes. Because of several production changes from the 1972 time frame, it was not possible to draw any conclusions about any relation of vacuum changes to the presence of oxygen-rich material that led to the disk separations.
The study of its melt records also showed that RMI had produced three other heats where there had been unusual pressure excursions and the material had been accepted as rotor quality by another manufacturer. It was determined that these excursions were of shorter duration but had higher peak excursions. These excursions met the heat specifications in place at the time of manufacture.
1.16.7 Test for Fluorescent Penetrant Residue on the Fracture Surface
Research was conducted in an attempt to determine if there were surface-breaking cracks present at the time of the last engine inspection in 1994 (at 2,785 cycles). X-ray photoelectron spectroscopy (XPS), which is a non-destructive technique used to determine the concentration and forms of elements at or near a fracture surface, was used in attempts to detect the presence of residue from FPI testing. The presence of such residue could indicate that FPI solution was able to get into a crack, and thus the crack would have been surface-breaking at the time of the last inspection, when FPI methods were used.
In preparation for the XPS testing, a reference sample made from Ti 6242 alloy was prepared. This sample using Ti 6242 was pre-cracked, and the same type of FPI solution (ZL-37 Zyglo) was applied to the sample. The sample was maintained at a temperature similar to the in-service temperature of the dove-tail in the third stage of the spool (about 150 ° Fahrenheit) for one week; the sample was then fractured. The XPS method was able to detect the presence of FPI residue on the sample.
Next, the fracture surface of the third stage of the HPC spool was examined using XPS. Because of the presence of foreign organic material on the fracture surface, the presence of FPI residue could not be confirmed. Some of the material identified included substances similar to those produced by the application of fire-extinguishing agents. The tests for FPI residue on the HPC spool fracture were inconclusive.
1.16.8 Non-destructive Inspection (NDI) of Remainder of 3-9 High-pressure Compressor (HPC) Spool

The remnant of the event 3-9 HPC spool was inspected using ultrasonic, eddy current and blue-etch anodizing (BEA) NDI. A complete immersion ultrasonic inspection of all the bore features was conducted with "no relevant indications" detected. A complete eddy current inspection of the bore revealed numerous surface indications that were assessed as damage resulting from the failure of the spool. Immersion ultrasonic and eddy current inspection of the forward webs, and the forward web-to-bore transition radii of stages 6, 7, 8 and 9, did not show any "relevant indications". The front and aft faces of the fourth-stage bore showed evidence of segregated material similar to that found in the region of the fracture (Figures 9 and 10). The position of the segregate was such that BEA of the finish-machined spool would have revealed its presence. Eddy current NDI conducted by the engine manufacturer was not able to detect the segregated material.
The event spool did not undergo BEA NDI at the time of manufacture. The process of BEA NDI of the finished spools did not begin until 1991.
1.16.9 NDI of Sister Spools
In order to determine the presence of any other oxygen-rich titanium from the melt that produced the event spool, the spools produced from material adjacent to that used for the event spool were inspected using ultrasonic, eddy current and BEA NDI. No indications of oxygen-rich segregates were noted, and no relevant ultrasonic or eddy current indications were observed.
1.16.10 Forger Test Rings
When forgings are made for production of the CF6 HPC spool, the forger cuts a test ring from the forging. These test rings are intended to be available for future reference or testing. The investigation team requested that the test rings from the event-spool forging and several other forgings from adjacent sections of the production billet be sent to GE for BEA NDI. The forging company was not able to comply with the request because these test rings had been inadvertently scrapped in 1991. The forger did provide some other test rings that came from the same ingot but were from locations away from the material used to make the event spool.
The BEA NDI of available test rings did not reveal the presence of any oxygen-rich segregate areas.
1.16.11 Eddy Current Test
Two sections cut from the third stage of the HPC were sent to the Transport Canada maintenance facility at the Ottawa airport for eddy current testing. One third-stage piece contained the band of alpha-rich oxygen-rich material. The other piece did not have this band. Without etching, it was not possible to detect the presence of the band. Experimentation with eddy current inspection equipment showed that the flaw in the material was detectable on a flat and polished surface. However, the eddy current assessment along the forward and rear faces of the disk was unsuccessful with the available probes because of geometric edges. The eddy current specialist at Transport Canada Aircraft Services was of the opinion that suitable probes and procedures could be developed to detect a microstructure flaw such as the one found in the event spool.
1.17 Organizational and Management Information
Not applicable
1.18 Additional Information
1.18.1 Manufacturing Process of the CF6-80C2 HPC Spool
The 3-5 portion of the event spool was forged by Schlosser Forging Company from a section of billet B1B. The 6-9 portion of the spool was forged by another forging company, using titanium from another supplier. The two sections were rough-machined and inertia-welded by GE. The 3-9 rough-machined HPC spool was machined to its finished state by Volvo Aero Corporation in Sweden.
Originally the 3-9 HPC spools for the CF6 engine were forged from a single 16-inch diameter billet. GE then switched to a single 13-inch diameter billet for the 3-9 stages. During the same period a few hundred HPC spools were made from two billets (12-inch and 13-inch). A two-piece process using a 9-inch and 10-inch diameter billet was begun in 1988, and this was the method used to manufacture the event spool. Since 1995, the 3-9 HPC spools have been made from two 8-inch diameter billets. The changes in manufacturing methods were intended by GE to allow for improved inspection for hard alpha during manufacture. Because of the greater forge work, the smaller billet reportedly also produces better microstructure, which is intended to reduce the potential for DTF.
1.18.2 Quality Assurance Tests During Manufacture
A total of seven billets were made from the melt (heat number 981897) that produced the material for the occurrence HPC. The billet test report for heat 981897 showed that three of the billets had some sections removed for a variety of reasons, including material segregation, grain size variation and high hydrogen. The three billets also had test pieces (macro-slices) cut from their ends. The billet that was used to manufacture the 3-5 HPC spool (billet B1B) was shipped to the forger with no extra trimming, and no macro-slice section was cut from the B1B billet.
RMI, while shipping the billets to Schlosser Forge Company, provided test reports on the material being shipped. Two of the billets from the melt with the irregularities were tested and found to have oxygen content within the specification limit (measured at 0.14 per cent). Room temperature yield strength (0.2 per cent offset) in the two billets averaged 139,000 psi; the yield strength at 900 ° Fahrenheit was about 85,000 psi.
Inspection improvements have been implemented by GE to reduce the problem of hard alpha inclusions in titanium. The ultrasonic reject criteria have been reduced from 6/64 inch, flat bottom hole (FBH) to the current 2/64 inch FBH with multi-zone coverage. Beginning in 1991, BEA was used to inspect billet slices and finished machined spools.
1.18.3 Stress Levels
The engine manufacturer provided stress data for various sections of the 3-9 HPC spool. The maximum hoop stress in the area of fatigue initiation is in the range of 65,000 to 70,000 psi. This area is the portion of the third stage of the HPC spool that has the highest hoop stresses. These stress levels are comparable to the highest stress levels in the bores of the sixth to ninth stages of the spool.
According to GE, the area of the third-stage slot bottom of the HPC operates at about 280 ° Fahrenheit during take-off. According to information provided by GE, the average yield strength for Ti 6242 at this temperature is about 104,000 psi and the minimum yield strength is about 91,000 psi. The maximum operating stress of the third-stage slot bottom is about 75 per cent of the minimum yield strength of Ti 6242. During the research into stresses in the HPC spool, it was noted that on some models of the CF6 engine the maximum operating stress, locally in stress concentration areas, was greater than 100 per cent of the material yield.
1.18.4 Spool In-service Inspections
Inspections of the CF6 HPC have evolved in response to in-service failures and predicted potential areas of initiation of fatigue cracking. At the time of the overhaul at Aviall Caledonian Engine Services in 1994-95, the occurrence engine HPC spool was inspected using ultrasonic NDI and FPI NDI methods. These methods did not ensure 100 per cent coverage of the spool's material. According to the engine manufacturer, even with the addition of eddy current inspection (SPM 70-32-10), which was not a standard practice at the time of the 1994-95 overhaul, "blind spots" exist near the surface, where flaws could remain undetected. One of these "blind spots" is in the area of the third stage of the spool in which the band of oxygen-rich material and the fatigue origin were located.
1.18.5 Recent Airworthiness Directive History of CF6 Engine HPCs
The NTSB, on 25 August 1995, issued Safety Recommendation A-95-85 to the FAA. This recommendation urged the FAA to amend Airworthiness Directive (AD) 95-03-01, which applied to CF6-50, CF6-80A and CF6-80C2 engines, to require repeated inspections of all of the 3-9 HPC spools, except for the two-piece spools that had not been solution heat-treated after welding. The NTSB indicated that the maximum interval between inspections should be "appropriately less than the 4,000 cycles" specified in the AD. The FAA responded by issuing AD 95-23-03, which reduced the repetitive inspection cycle for spools made from one-piece 16-inch diameter billets and for some spools made from one-piece 13-inch diameter billets. The FAA did not require an inspection interval for spools from the CF6-80A engines made from 13-inch diameter billets or for any spools made from two-piece forgings.
On 03 December 1996, the NTSB indicated, by letter, that AD 95-23-03 did not satisfy the intent of Safety Recommendation A-95-85, and the recommendation was classified "Closed -Unacceptable Response."
2.0 Analysis
2.1 Introduction
The failure of the third stage of the 3-9 HPC spool was the cause of the uncontained failure of the left engine of flight CP30 during take-off at Beijing. The failure had the potential of causing injuries to the occupants of the aircraft because of the high-speed flying debris from the rotating hardware and because of the engine fire. The analysis discusses the failure mode and the material characteristics that led to the failure, and the manufacturing processes and in-service inspections that were unable to prevent the occurrence. The crew's response to the emergency will also be addressed.
2.2 Failure of the Third Stage of the HPC Spool
The fatigue fracture of the HPC spool initiated in the third stage near the dove-tail slot bottom. The exact origin of the cracking was not determined, but it was subsurface in the vicinity of the change of machining radii toward the aft end of the slot bottom. This is an area subject to relatively high stresses, of the order of 75 per cent of minimum yield strength for the Ti 6242 alloy used in the spool. The failure of the third stage of the HPC spool caused the uncontained failure of the engine, followed by the secondary damage and the ensuing fire.
Engineering tests performed on the failed third stage showed that the fracture surface was faceted with interspersed areas of classical striations. At the time of the failure about 45 per cent of the third-stage cross-section had been pre-cracked. The remainder of the material failed suddenly in overload as take-off thrust was applied to the engine.
The manufacturer was not able to provide an estimate of the propagation rates of the fatigue crack for the Ti 6242 in the event spool but indicated that propagation within the segregate area appeared to be accelerated. The manufacturer also indicated that the faceted type of failure is typical for progressive failures of that alloy. The time at which the crack first initiated or the exact number of cycles from initiation to failure were not determined because of the multi-directional nature of the striations that were present and the interspersing of faceted areas. What is known is that the part failed at 4,744 cycles since new, considerably before its approved service life of 15,000 cycles, and that the cracking originated near the aft transition radius of the dove-tail slot bottom.
Tests were performed to determine if the failure was due to DTF. Ti 6242 is vulnerable to DTF failures when its crystal structure contains aligned alpha grain colonies. According to the definition provided by the engine manufacturer, the fatigue failure is consistent with all the elements of DTF. Tests conducted at the engine manufacturer's laboratories led GE to the conclusion that the alpha-rich, oxygen-rich area of the third stage of the spool could be conducive to DTF initiation; however, the elevated oxygen levels could also have resulted in more traditional initiation mechanisms.
The presence of the oxygen-rich segregate material in an area subject to relatively high stresses was a primary cause of the early failure of the third stage of the HPC. The ingestion event that led to the unscheduled overhaul of the engine in 1994-95 was not a factor in the occurrence.
2.3 Oxygen-rich Segregation
There were irregularities during the production of the ingot that was used as the material to fabricate the 3-5 portion of the 3-9 HPC spool. Normally only rotor-quality material is used for first-melt hanger straps and spacer bars for heats intended for rotor-quality applications. Documentation is provided to identify the material as suitable. In the case of the first melt for the titanium used in the event spool, the quality of the material was not known, and thus the melt-in of the hanger strap / spacer bar material had the potential of introducing material into the melt that had unwanted impurities, such as oxygen. However, the titanium manufacturer believes that the material was, in fact, of rotor quality. Nonetheless, there is a slight possibility that the hanger strap / spacer bar melt-in was a potential source of the oxygen in the material.
There was another anomaly noted from the records of the heat number 981897. During the intermediate (second) melt of the triple-melt process, there was a pressure excursion to about 950 microns, up from the steady-state value of about 100 microns. This excursion was likely due to an electrode shift leading to a water leak in the crucible. The vacuum deviation quickly went to its peak value and then gradually returned to the previous steady-state value of 100 microns. The vacuum moved below 200 microns in about 30 minutes. In 1989, the time of manufacture of the spool material, the maximum allowable steady-state vacuum during the intermediate melt was 1,000 microns with an allowable maximum excursion to 6,000 microns for a maximum time of two minutes. The pressure excursion did not exceed the specifications in place at the time of the heat's production.
RMI's current practice for intermediate and final melts of heats produced today limits the maximum allowable steady-state to 200 microns with a maximum excursion to 400 microns for a period of one minute or less. Production of heat number 981897 complied with the current specification with regard to steady-state vacuum but would have been rejected today on the basis of the vacuum deviation to 950 microns.
Study of the melt records of the titanium manufacturer showed that over a five-year period, from 1987 to 1991, there were three rotor-quality melts with pressure excursions that met the specifications of the time but would have exceeded the present RMI specifications. None of these three had excursions with as long a time above the steady-state vacuum, but the maximum excursions were greater. At the time of the production of heat number 981897, the titanium manufacturer and the engine manufacturer discussed the melt irregularity but decided that the material could be used because it had met specifications. Armed with the knowledge that the material produced by heat number 981897 contained oxygen-rich zones, as evidenced by the failure and the subsequent material analysis, it can now be concluded that the decision to use the material was a factor in the occurrence. However, manufacturing improvements are based on in-service experience, and the decisions that were made at the time, regarding the use of the material, do not seem to have been unreasonable.
At the time of the manufacture of the titanium, there were procedures in place to conduct tests on the ingot if a water leak occurred. There is no record or indication that any special procedures were followed to test for oxygen-rich areas. The normal test samples taken from the ingot and billets have a randomness that allows the segregated areas to be missed. Most of the material likely had normal alloy chemical composition (oxygen reading of 0.124 per cent), and samples taken from these areas would not show high levels of oxygen, as was the case of the actual sample results. The material property tests would also have been subject to the chance of obtaining test samples that happened to contain the oxygen-rich segregate. These material property tests showed normal results and likely contained only normal alloy material.
2.4 Detection of Flaws
There were several NDI tests performed on the billets prior to their leaving the manufacturing facility, including complete ultrasonic coverage. These tests, however, are not capable of detecting altered microstructure such as was found in the failed third-stage HPC spool. Typically, material with very hard inclusions, such as those produced by nitrogen or oxygen "nuggets" (HRC about 60), will cause the material to crack during billet conversion or spool forging. It is the cracking that is most easily detected by ultrasonic NDI. The value of hardness for the segregate band was higher than it was for the matrix material, but apparently the hardness was not high enough to produce cracking during the manufacturing of the spool.
Eddy current NDI methods were not conducted on the material at the time of manufacture. However, the manufacturer indicated that present eddy current NDI methods likely would not have detected the unusual alloy composition.
BEA is capable of detecting the oxygen-rich microstructure, but at the time of manufacture the finished parts did not undergo such tests. Based on the location of the oxygen-rich segregate, which was surface-breaking in some areas of the HPC spool, BEA of the machined part would have revealed the presence of the oxygen-rich microstructure and would likely have caused the spool to have been rejected. BEA NDI has been part of the manufacturing process for HPC spools since 1991.
Inspection of the 3-9 HPC spool by Aviall during overhaul in 1994-95 did not cause the part to be removed from service. The NDI performed on the spool was done in accordance with approved procedures in place at the time of the overhaul. It is now known that ultrasonic NDI methods are unable to detect flaws in certain areas of the spool. These so-called blind spots are located in several areas, including the area where the fatigue crack originated. It is possible that the one 23 per cent reading noted in the third stage was a hint of a possible defect, but the reading was below that required for either rejection or for further inspection. According to the manufacturer, the reading could also have been an indication of structure or grain boundary in the material.
Based on the fatigue fracture characteristics, it is unlikely that the fatigue crack, if it existed, was surface-breaking at the time of the overhaul. Thus, FPI NDI methods would not have been able to detect the material flaw. There were no indications of FPI dye residue found on the fracture surface, but these tests were inconclusive due to the presence of surface contaminants.
The failure of the HPC spool appears to validate the concern expressed in NTSB Safety Recommendation A-95-85 regarding inspection cycles. The crack initiation times and propagation rates are unpredictable and may have been less than 4,000 cycles. The spool design stresses and inspection limitations leave the part vulnerable to failure in the presence of small material defects in the areas subject to high stresses.
2.5 Crew Action
The flight crew and cabin crew reacted quickly to the uncontained engine failure. All actions appear to have been appropriately carried out in a coordinated way. Even though there are no specific, assigned tasks for the augmenting first officer during the emergency response to an engine fire, the initiative of the augmenting first officer in hurrying back to visually check the left engine greatly aided the crew in their response to the failure and provided vital communication to the captain for his decision making. The cabin crew also worked quickly to reassure the passengers and reduce any panic. The net result of the crew resource-management skills was the avoidance of a passenger evacuation, with its potential for passenger and crew injury.
The rapid response of the Beijing Capital emergency response services also assisted the crew in avoiding a passenger evacuation.
3.0 Findings
- The third stage of the high-pressure compressor (HPC) spool failed, at high power, as a result of fatigue that initiated in the vicinity of the spool's blade dove-tail slot bottom.
- The Ti 6242 used to manufacture the engine's 3-9 HPC spool contained an oxygen-rich (alpha-rich) segregate, which locally degraded its resistance to fatigue.
- The oxygen-rich segregate was located in the dove-tail slot bottom, an area subject to relatively high stresses.
- The oxygen-rich segregate was produced during the triple-melt manufacturing process, likely as a result of a pressure excursion during the intermediate (second) melt.
- The pressure excursion, although unusual, did not exceed the manufacturing specifications at the time of manufacture in 1989.
- As the melt met GE specifications, it was not downgraded from rotor quality.
- At the time that the HPC spool was manufactured, the oxygen-rich segregate was not detectable using in-production and in-service ultrasonic non-destructive inspection (NDI).
- The segregate would likely have been detected by blue-etch anodizing (BEA) or a similar process, but BEA was not performed on finish-machined HPCs at the time of manufacture in 1989.
- The investigation was not able to determine if there was a crack in the third stage of the HPC at the time of last inspection. If it did exist, it may have been subsurface and therefore not detectable by fluorescent penetrant inspection (FPI) techniques.
- There was an unusual result in the third stage of the HPC during ultrasonic testing at the last engine overhaul, but in accordance with the approved inspection procedures the part was assessed as acceptable.
- Because of its properties, ultrasonic NDI cannot detect cracking in certain zones just below the surface, and one of those zones was in the area of the initiation of the fatigue crack.
- Eddy current NDI methods have the potential to detect subsurface cracks in the area of the failure initiation, but such inspections were not part of the HPC inspection requirements at the time of the last overhaul.
- The crew resource-management skills and teamwork avoided an emergency evacuation following the engine failure and fire, thus preventing potential injuries to those on board the aircraft.
Causes
An uncontained failure of the third stage of the 3-9 HPC spool was due to the presence of an oxygen-rich segregate produced in the batch of titanium used to construct the 3-5 stages of the spool. The segregate caused locally degraded resistance to fatigue crack initiation in the dove-tail slot bottom, an area of the spool that is subject to some of the higher design hoop stresses. Contributing to the occurrence were the quality control decisions made at the time of manufacture of the titanium, the inability of existing in-service inspection techniques to detect crack zones, and the intolerance of the spool design for slightly degraded material.
4.0 Safety Action
4.1 Action Taken
4.1.1 Removal of Sister Spools from Service
General Electric Aircraft Engines (GEAE) determined, through its records and by communicating with operators, which companies were operating CF6 engines with 3-9 HPC spools that were manufactured with the Ti 6242 from the same heat as the event spool. A total of 21 other spools were produced from the same heat. Some airlines removed those engines from service voluntarily and others kept engines already off wing in their maintenance facilities. The FAA, after coordinating with GEAE, issued AD 97-22-14 on 31 October 1997, which required that all 21 spools be removed from service within 30 days. All 21 spools were removed from service within the allotted time.
4.1.2 Process Changes
Over the years there have been several titanium manufacturing process changes designed to provide better material, resulting in safer operation. The specification for vacuum during titanium manufacture has been reduced, and the allowable maximum deviation and deviation time period have also been reduced. These changes have reduced the likelihood of the production of the type of oxygen-rich, alpha-rich microstructure found near the origin of the fatigue area of the event spool.
The introduction, in 1991, of BEA inspection of the finished spools increases the chances of detecting microstructure anomalies that may be present in the material.
4.1.3 Melt Records Reviewed
RMI reviewed its records of melts made between 1987 and 1991. (After 1991, changes in the production of the HPC spool ring introduced BEA NDI methods to detect segregated areas.) It was noted that in this five-year period there were three other premium-grade ingots produced that had encountered pressure excursions during their manufacture but had remained as rotor-quality material. The pressure variations for these heats were shorter in duration than for the melt used to make the event spool, but the peak pressures were greater. These melts had been used to produce material for helicopter rotor hubs. Although the heats met the specifications of the time, RMI informed the helicopter manufacturer of the melt records. The helicopter manufacturer indicated that it would assess the information to see if its products had been affected.
4.1.4 Action by the State of Manufacture
The NTSB, based on the accident/incident and inspection record of the CF6 series of engines and also based on information gathered during this investigation, made several recommendations. On 06 March 1998, the NTSB recommended that the FAA:
- Require General Electric Aircraft Engines to develop and implement improved inspection techniques that will provide 100 percent inspection coverage of high-stress areas of the CF6-50 and -80 series high-pressure compressor stage 3-9 spool and that will provide the maximum coverage possible of other areas. (A-98-27)
- Review the prescribed nondestructive inspection techniques for all turbine engine multistage compressor spools to ensure 100 percent inspection coverage of high-stress areas and maximum coverage possible for all other areas and, if necessary, require engine manufacturers to develop and implement improved inspection techniques. (A-98-28)
- Review General Electric Aircraft Engines' Ti 6242 titanium alloy suppliers' melting records and identify any vacuum excursions or other process deviations that exceed current specifications or that may otherwise cause an inclusion or abnormal microstructure. Based on the results of this review, issue an airworthiness directive to require removal from service and/or inspections of the components manufactured from these melts. (A-98-29)
- Conduct a critical design review of the CF6-50 and -80 series high-pressure compressor stage 3-9 spools to assess the overall safety and soundness of the part. The review should, at a minimum, evaluate the following:
- the adequacy of current and past manufacturing processes, including the ability of current and previous melt specifications and post-weld procedures to protect against the creation of microstructure abnormalities; (A-98-30)
- the propriety of using Ti-6242 titanium alloy, including the possible susceptibility of this alloy to the development of aberrant or undesirable crystallographic arrangements of alpha phase and a resulting vulnerability to rapid cracking; (A-98-31) and
- the adequacy of the stress margins for the spool in the presence of an aberrant or undesirable microstructure. (A-98-32)
- Revise Airworthiness Directive 95-23-03, applicable to General Electric Aircraft Engines CF6-50, -80A, and -80C2 model engines, to include the -80E model engines, and to require repeated inspections of all high-pressure compressor rotor stage 3-9 spools at maximum intervals appropriately less than 4,000 cycles. (A-98-33)
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board, consisting of Chairperson Benoît Bouchard and members Jonathan Seymour, Charles Simpson, W.A. Tadros and Henry Wright, authorized the release of this report on .
Appendices
Appendix A - Flight Data Recorder Plot

Appendix B1 - Manufacturing of Titanium

Appendix B2 - Manufacturing of Titanium

Appendix C - List of Supporting Reports
The following TSB Engineering Branch reports were completed:
- LP 144/97 - HP Compressor Failure
- LP 145/97 - Flight Recorder Analysis
These reports are available upon request from the Transportation Safety Board of Canada.
Appendix D - Glossary
- AD
- Airworthiness Directive
- AMS
- Aerospace Material Specifications
- asl
- above sea level
- ATPL
- Airline Transport Pilot Licence
- BEA
- blue-etch anodizing
- C
- Celsius
- CAI
- Canadian Airlines International
- CVR
- cockpit voice recorder
- Deg.
- degree
- DTF
- dwell time fatigue
- EGT
- exhaust gas temperature
- Eng
- engine
- FAA
- Federal Aviation Administration
- FBH
- flat bottom hole
- FDR
- flight data recorder
- FPI
- fluorescent penetrant inspection
- g
- G load factor
- GE
- General Electric
- GEAE
- General Electric Aircraft Engines
- Hdg
- heading
- HRC
- Rockwell C hardness
- HPC
- high-pressure compressor
- HPT
- high-pressure turbine
- L
- left
- lb.
- pound
- LPT
- low-pressure turbine
- mm
- millimetre
- MTU
- Motoren- und Turbinen-Union
- N1
- fan speed
- N2
- engine core speed
- NDI
- non-destructive inspection
- NTSB
- National Transportation Safety Board
- PF
- pilot flying
- pph
- pounds per hour
- psi
- pounds per square inch
- R
- right
- RMI
- RMI Titanium Company
- rpm
- revolutions per minute
- sec
- second
- SEM
- scanning-electron microscope
- Ti
- titanium
- TSB
- Transportation Safety Board of Canada
- TSBC
- Transportation Safety Board of Canada
- UFDR
- universal flight data recorder
- XPS
- x-ray photoelectron spectroscopy
- "
- inch