Table of contents
1.0 Introduction
1.1 Description of occurrence
1.11
On 05 July 2013, at about 2250 Eastern Daylight Time, Montreal, Maine & Atlantic Railway (MMA) freight train MMA-002 (the train), en route from Montréal, Quebec, to Saint John, New Brunswick, was stopped at Nantes, Quebec (Mile 7.40 of the Sherbrooke Subdivision), the designated MMA crew change point. The train, consisting of 5 head-end locomotives, 1 VB car (special purpose caboose), 1 box car, and 72 Class 111 tank cars carrying flammable liquids (petroleum crude oil, UN 1267, Class 3), was then secured on the main track on a descending grade.
1.12
Shortly before 0100 on 06 July 2013, the unattended train started to move and gathered speed as it rolled uncontrolled down the descending grade towards the town of Lac-Mégantic, Quebec. Sixty-three (63) tank cars and the box car derailed near the centre of the town. The 9 tail-end tank cars had not derailed and were subsequently pulled back to Nantes as part of the emergency response.
1.13
As a result of the derailment, about 6 million litres of petroleum crude oil spilled. The released product ignited almost immediately, resulting in a large pool fire that burned for more than a day. The petroleum crude oil that did not burn permeated and contaminated the downtown soil, with some crude oil reaching the river and Mégantic Lake.
1.2 Engineering services requested
1.2.1
A request was received from the Transportation Safety Board of Canada (TSB) Eastern Regional Operations - Rail/Pipeline office to conduct a field examination of the derailed tank cars.
2.0 Examination
2.1 Tank car information
2.1.1
The information pertinent to the 63 derailed tank cars is summarized in Table 1. The derailed tank cars were manufactured by Trinity Tank Car (34 cars), Gunderson (9 cars), American Railcar Industries (9 cars), American Car & Foundry (7 cars), and Union Tank Car (4 cars).
2.1.2
The oldest tank car was built in 1980 and the most recent in 2012; thus the derailed tank cars were 1 to 33 years old. All had been ordered before 01 October 2011. Consequently, none were subject to the requirements of the Association of American Railroads (AAR) circular letter CPC-1232 identifying new construction standards for DOT-111 general service tank cars ordered after October 1, 2011. CPC-1232 pertains to cars built for the transportation of Packing Group I and II materials with the proper shipping name Petroleum Crude Oil, Alcohols, NOS (denatured ethanol) and ethanol/gasoline mixtures in Packing Group I and II.Footnote 1
2.1.3
The initial commodities noted on the certificate of construction (COC)Footnote 2 of the derailed tank cars are listed in Table 2. These cars were intended to transport products authorized in DOT Part 173 for which there are no special commodity requirements, and non-regulated commodities that are compatible with this class of car. Some cars were also intended to transport Class 3 flammable liquids with Packing Groups II and/or III.
2.1.4
It was noted that 11 cars manufactured by Trinity Tank Car under COC L116012A had been remarked WFIX under a memorandum of lease between First Union Rail and Western Petroleum Company. The original TILX car initial and number for each of the WFIX cars is indicated in Table 1 for ease of reference.
2.1.5
All of the derailed cars were Department of Transportation (DOT) specification 111A100W1 tank cars of non-insulated, stub sill design. Each tank car was fitted with a bottom outlet valve (BOV), multiple top fittings within a protective housing, a hinged and bolted manway, and 1 or 2 pressure relief devices. None of the cars were equipped with head shields, jackets, or thermal protection.
2.1.6
General specifications applicable to the DOT-111 tank car are found in 49 CFR 179.200.Footnote 3 49 CFR 179.200-17 requires that DOT-111 cars equipped with bottom outlets must also be equipped with protection of bottom discontinuities that is designed to prevent damage to the valve and loss of lading during a derailment. The valve operating mechanism must also be equipped with a locking arrangement to ensure positive closure during transit. Approved methods of bottom protection such as breakaway design for structures that extend below the valve and skid protection structure are specified in Appendix E of the AAR Specifications for Tank Cars. Various fittings and devices can be located on the top of tank cars such as loading and unloading valves, pressure relief device (PRD), vacuum relief device, and manway. The protection of top discontinuities is optional for DOT-111A100W1 tank cars.
2.1.7
The minimum head and shell thickness requirement specified by 49 CFR 179.201-1 is 7/16-inch. Plate material used to fabricate the tank must be AAR TC128 grade B or ASTM A516 grade 70 steels.Footnote 4 Table 3 summarizes the tank material requirements indicated in the COCs of the derailed tank cars. The shells were made of 7/16 inch thick AAR TC128 Grade B non-normalized (52 cars) or normalized (11 cars) steel. The nominal thickness of the head materials ranged from 7/16 to 15/32 inch. The heads were made of ASTM A515 Grade 70 non-normalized steel (6 cars), ASTM A516 Grade 70 non-normalized (38 cars) or normalized (17 cars) steel or AAR TC128 Grade B normalized steel (2 cars).
| Position in consist | Car initial | Car number | COC | BuilderFootnote 5 | Month-year ordered | Month-year built | Car age (y) | Owner reporting mark | Field car no. |
|---|---|---|---|---|---|---|---|---|---|
| 3 | TILX | 316547 | L116012A | Trinity | Feb-11 | Jul-11 | 2 | TILX | 1 |
| 4 | WFIX | 130608 | L116012A | Trinity (TILX 316400) |
Mar-11 | Jul-11 | 2 | FURX | 2 |
| 5 | TILX | 316359 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | FURX | 3 |
| 6 | TILX | 316338 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 4 |
| 7 | NATX | 310428 | L114001 | Gunderson | Dec-09 | Aug-11 | 2 | NATX | 5 |
| 8 | CTCX | 735541 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 6 |
| 9 | DBUX | 303879 | F071004C | ARI | Oct-06 | Dec-07 | 6 | CEFX | 7 |
| 10 | WFIX | 130682 | L116012A | Trinity (TILX 316486) |
Mar-11 | Jul-11 | 2 | FURX | 8 |
| 11 | TILX | 316641 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 9 |
| 12 | TILX | 316570 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 10 |
| 13 | NATX | 310457 | L114001 | Gunderson | Dec-09 | Aug-11 | 2 | NATX | 11 |
| 14 | WFIX | 130638 | L116012A | Trinity (TILX 316430) |
Mar-11 | Jul-11 | 2 | FURX | 12 |
| 15 | NATX | 310473 | L114001 | Gunderson | Dec-09 | Aug-11 | 2 | NATX | 13 |
| 16 | TILX | 316379 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 14 |
| 17 | ACFX | 79709 | A811019A | ACF | Sep-79 | Dec-81 | 32 | NATX | 15 |
| 18 | TILX | 316333 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 16 |
| 19 | TILX | 316549 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 17 |
| 20 | CTCX | 735527 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 18 |
| 21 | NATX | 310477 | L114001 | Gunderson | Dec-09 | Aug-11 | 2 | NATX | 32 |
| 22 | WFIX | 130603 | L116012A | Trinity (TILX 316395) |
Mar-11 | Jul-11 | 2 | FURX | 33 |
| 23 | TILX | 316556 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 23 |
| 24 | CTCX | 735629 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 19 |
| 25 | ACFX | 76605 | A841016 | ACF | Apr-84 | Sep-84 | 29 | NATX | 24 |
| 26 | PROX | 44293 | F067034B | Union Tank Car | Feb-06 | Apr-07 | 6 | PROX | 20 |
| 27 | NATX | 310581 | L114001 | Gunderson | Dec-09 | Nov-11 | 2 | NATX | 21 |
| 28 | PROX | 44202 | F067034B | Union Tank Car | Feb-06 | Feb-07 | 6 | PROX | 22 |
| 29 | TILX | 316234 | L116012A | Trinity | Feb-11 | Jul-11 | 2 | TILX | 25 |
| 30 | TILX | 316584 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 26 |
| 31 | WFIX | 130571 | L116012A | Trinity (TILX 316362) |
Mar-11 | Jul-11 | 2 | FURX | 34 |
| 32 | TILX | 316330 | L116012A | Trinity | Feb-11 | Jul-11 | 2 | TILX | 27 |
| 33 | NATX | 310412 | L114001 | Gunderson | Dec-09 | Jul-11 | 2 | NATX | 35 |
| 34 | TILX | 316317 | L116012A | Trinity | Feb-11 | Jul-11 | 2 | TILX | 28 |
| 35 | WFIX | 130545 | L116012A | Trinity (TILX 316310) |
Feb-11 | Jul-11 | 2 | FURX | 29 |
| 36 | ACFX | 79698 | A811019A | ACF | Sep-79 | Dec-81 | 32 | NATX | 31 |
| 37 | NATX | 302784 | L066085 | Trinity | Jan-07 | Feb-07 | 6 | NATX | 30 |
| 38 | ACFX | 71505 | A861020 | ACF | Jun-86 | Oct-86 | 27 | NATX | 36 |
| 39 | ACFX | 71121 | A851028 | ACF | Jun-85 | Aug-85 | 28 | NATX | 37 |
| 40 | CTCX | 735537 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 38 |
| 41 | NATX | 303128 | L066085 | Trinity | Jan-07 | Mar-07 | 6 | NATX | 39 |
| 42 | CTCX | 735572 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 40 |
| 43 | WFIX | 130616 | L116012A | Trinity (TILX 316408) |
Mar-11 | Jul-11 | 2 | FURX | 60 |
| 44 | WFIX | 130664 | L116012A | Trinity (TILX 316456) |
Mar-11 | Jul-11 | 2 | FURX | 42 |
| 45 | WFIX | 130630 | L116012A | Trinity (TILX 316422) |
Mar-11 | Jul-11 | 2 | FURX | 43 |
| 46 | TILX | 316523 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 44 |
| 47 | TILX | 316613 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 45 |
| 48 | TILX | 316616 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 46 |
| 49 | TILX | 316206 | L116012A | Trinity | Feb-11 | Jul-11 | 2 | TILX | 47 |
| 50 | TILX | 316319 | L116012A | Trinity | Feb-11 | Jul-11 | 2 | TILX | 48 |
| 51 | CTCX | 735617 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 49 |
| 52 | TILX | 316572 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 63 |
| 53 | CTCX | 735526 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 50 |
| 54 | TILX | 316622 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 62 |
| 55 | WFIX | 130585 | L116012A | Trinity (TILX 316376) |
Mar-11 | Jul-11 | 2 | FURX | 41 |
| 56 | NATX | 310508 | L114001 | Gunderson | Dec-09 | Sep-11 | 2 | NATX | 61 |
| 57 | CTCX | 735525 | F111018 | ARI | Jun-11 | Jan-12 | 1 | CEFX | 51 |
| 58 | ACFX | 79383 | A801029A | ACF | May-79 | Oct-80 | 33 | NATX | 59 |
| 59 | PROX | 44428 | F067036B | Union Tank Car | Dec-08 | May-07 | 6 | PROX | 52 |
| 60 | PROX | 44150 | F067040A | Union Tank Car | Feb-06 | Jan-07 | 6 | PROX | 53 |
| 61 | TILX | 316533 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 54 |
| 62 | ACFX | 94578 | A911018B | ACF | Aug-91 | Mar-92 | 21 | NATX | 55 |
| 63 | NATX | 310515 | L114001 | Gunderson | Dec-09 | Oct-11 | 2 | NATX | 58 |
| 64 | TILX | 316528 | L116012A | Trinity | Mar-11 | Jul-11 | 2 | TILX | 56 |
| 65 | NATX | 310470 | L114001 | Gunderson | Dec-09 | Aug-11 | 2 | NATX | 57 |
| Builder | No. of cars | COC | Initial commodity noted on COC |
|---|---|---|---|
| Trinity | 32 | L116012A | Petroleum crude oil (packing group II) and products authorized in DOT Part 173 for which there are no special commodity requirements, and non-regulated commodities that are compatible with this class of car |
| 2 | L066085 | Ethyl alcohol and products authorized in DOT Part 173 for which there are no special commodity requirements, and non-regulated commodities that are compatible with this class of car | |
| Gunderson | 9 | L114001 | Ethanol (non-regulated) and products authorized in DOT Part 173 for which there are no special commodity requirements, and non-regulated commodities that are compatible with this class of car |
| ARI | 8 | F111018 | Petroleum crude oil – Packing group III and products authorized in DOT Part 173 for which there are no special commodity requirements, and non-regulated commodities that are compatible with this class of car |
| 1 | F071004C | Ethanol and products authorized in DOT Part 173 for which there are no special commodity requirements, and non-regulated commodities that are compatible with this class of car | |
| ACF | 1 | A801029A | Commodities authorized for this class car by part 173 of the DOT hazardous material regulations for which there are no special commodity requirements and non-regulated commodities compatible with design of tank (initial commodity: alcohol) |
| 2 | A811019A | ||
| 1 | A841016 | Toluene and products authorized in DOT Part 173 for which there are no special commodity requirements and non-regulated commodities compatible with this class of car | |
| 1 | A851028 | Light naphta and products authorized in DOT Part 173 for which there are no special commodity requirements and non-regulated commodities compatible with this class of car | |
| 1 | A861020 | Alcohol and products authorized in DOT Part 173 for which there are no special commodity requirements and non-regulated commodities compatible with this class of car | |
| 1 | A911018B | Methanol and products authorized in DOT Part 173 for which there are no special commodity requirements and non-regulated commodities compatible with this class of car | |
| Union Tank Car | 2 | F067034B | Products authorized in DOT Part 173 for which there are no special commodity requirements, and non-regulated commodities that are compatible with this class of car |
| 1 | F067036B | ||
| 1 | F067040A |
| Builder | No. of cars | COC | Heads material type & grade | Heads material thickness (in.) | Shell material type & grade | Shell material thickness (in.) |
|---|---|---|---|---|---|---|
| Trinity | 32 | L116012A | ASTM A516 Grade 70 non-normalized | 7/16 | AAR TC128 Grade B non-normalized | 7/16 |
| 2 | L066085 | AAR TC128 Grade B normalized | 7/16 | AAR TC128 Grade B normalized | 7/16 | |
| Gunderson | 9 | L114001 | ASTM A516 Grade 70 normalized | 0.443 | AAR TC128 Grade B normalized | 0.438 |
| ARI | 8 | F111018 | ASTM A516 Grade 70 normalized | 7/16 | AAR TC128 Grade B non-normalized | 7/16 |
| 1 | F071004C | ASTM A516 Grade 70 non-normalized | 7/16 | AAR TC128 Grade B non-normalized | 7/16 | |
| ACF | 1 | A801029A | ASTM A515 Grade 70 non-normalized | 15/32 | AAR TC128 Grade B non-normalized | 7/16 |
| 2 | A811019A | |||||
| 1 | A841016 | |||||
| 1 | A851028 | |||||
| 1 | A861020 | |||||
| 1 | A911018B | ASTM A516 Grade 70 non-normalized | 7/16 | AAR TC128 Grade B non-normalized | 7/16 | |
| Union Tank Car | 2 | F067034B | ASTM A516 Grade 70 non-normalized | 15/32 | AAR TC128 Grade B non-normalized | 7/16 |
| 1 | F067036B | |||||
| 1 | F067040A |
2.2 Field examination
2.2.1
Aerial photo-documentation of the derailment zone was completed as soon as the fire was extinguished and while some tank cars were still being cooled by firefighters (Figure 1).

2.2.2
Wreckage clearing operations began after the fire was extinguished and while part of the scene was still under investigation by the police and the coroner, thus partially accessible to TSB personnel. Consequently, it was not possible to conduct a comprehensive photo-documentation of the derailed tank cars in-situ.
2.2.3
Each derailed tank car was assigned a field car number by the remediation contractor. These field car numbers were spray painted onto each car and are listed in Table 1 for ease of reference. The cars were emptied of remaining product and moved to a staging area for examination and photo-documentation by the TSB investigation team. The remediation contractor indicated that approximately one quarter of the cars were emptied through the manway. For 26 of the 63 derailed tank cars, an access hole was cut in the tank using water-jet equipment to empty the tank’s content. The last tank car to derail (NATX 310470, consist no. 65) was lightly damaged and it was re-railed and pulled back from the pile-up during the wreckage clearing operations.
2.2.4
TSB’s inspection of the tank cars was conducted during daylight hours as equipment was unavailable for photo-documentation during nighttime. A few tank cars were inadvertently disposed of during night operations without having been inspected by the TSB investigation team. Fortunately, these cars had been examined by the RSI-AAR Safety Project team who agreed to share their photos with TSB.
2.2.5
TSB inspection of the derailed tank cars was completed from 15 to 26 July 2013. If no further examination was required, the cars were marked “BST” and immediately released for disposal. Cars selected for three-dimensional (3D) laser scanning were marked “3D Hold”. Coupons were obtained from 9 derailed tank cars during the field examination. The location of the coupons was marked using spray paint on the selected cars. Once the 3-D scanning and/or recovery of coupons were accomplished, these cars were also released for disposal.
2.2.6
The detailed inspection results for the 63 derailed tank cars are presented in Appendix A (refer to Tables A-1 through A-63 and to Figures A-1 through A-63, respectively). In-situ photographs showing the orientation and relative position of selected tank cars are presented in Appendix B.
2.3 Identification of derailed tank cars
2.3.1
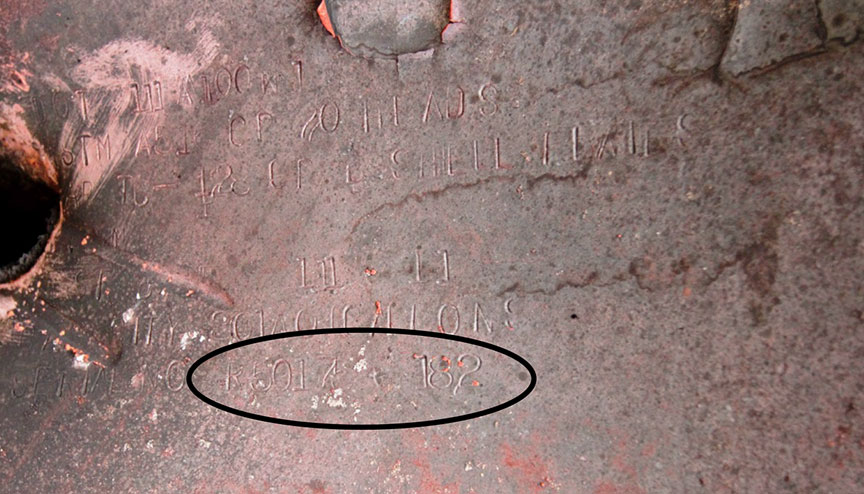
The exterior finish and stenciling of many tank cars was damaged during the post-derailment fire precluding identification of the cars’ reporting mark and number. Some cars were identified from stamped markings on their stub sill, top fitting pressure plate and/or heads. Representative examples of such markings are presented in Figure 2. Figure 2a shows a stamped marking “TILX 316395” on the stub sill of field car no. 33, identifying this tank car as WFIX 130603 (this was one of the re-marked cars, see paragraph 2.1.3 and Table 1). Figure 2b shows a stamped marking “NATX 310412” on the top fitting cover plate of field car no. 35, identifying this tank car as NATX 310412. Figure 2c shows a stamped serial number “R50175-182” on the head of field car no. 21, identifying this tank car as NATX 310581 (consist no. 27).
Figure 2: Representative examples of stamped markings on the derailed tank cars


2.3.2
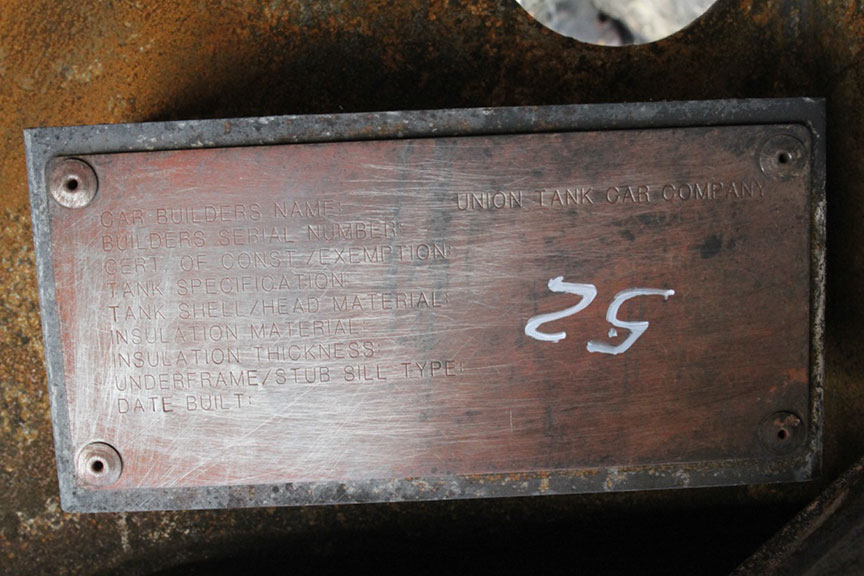
The AAR Manual of Standards and Recommended Practices requires that “All tank cars ordered after December 31, 2003, must be equipped with two identical stainless steel identification plates. Plates must be at least 3/32 in. thick and permanently affixed by welding or mechanical fasteners in a visible location to the inboard surfaces of the AR and BL body bolster webs”.Footnote 6 Figure 3a shows an example of an AAR identification plate observed on a relatively undamaged car. Figure 3b shows a representative example of an identification plate affixed by welding – the text was still legible even though the car was significantly fire-damaged. On some cars the identification plates were affixed with fasteners made of a low melting point material. Most of these identification plates had separated from the car during the post-derailment fire (a representative example is shown on Figure 3c). One identification plate was missing the items of text required by the AAR (Figure 3d).
Figure 3. Representative examples of tank car identification plates



2.4 Description of the derailment zone
2.4.1
The main track intersected with Frontenac Street just west of the Mégantic West turnout. The Mégantic West turnout was a No. 11, 115-pound, left hand-operated turnout designed for a maximum speed of 15 mph. It was located at Mile 0.23 with the switch points facing west. The turnout was in the entry spiral of a 4.25° right-hand curve in the direction of movement. The derailment zone started at Mile 0.23, just east of the Frontenac public grade crossing and covered the main track, 3 adjacent yard tracks and the west leg of the wye. The different tracks are indicated by red dashed lines on Figure B-1. At the time of the accident, there were 2 cuts of box cars in the adjacent yard tracks. Figure B-2a is an aerial view of the derailment zone showing the orientation of the A and B ends of each tank car as it came to rest and the direction of the end leading prior to the derailment (indicated by red arrows on Figure B-2a). Thirty-two (32) cars came to rest on their side, 18 cars were upright and 13 cars upside down (Figure B-2b).
2.4.2
The box car and the first 8 derailed tank cars (consist no.3 through 10) came to rest between the main track and the west leg of the wye track (Figure B-3a). Consist no. 3 came to rest with its B end adjacent to a box car parked on yard track 2 (Figure B-3b). Figure B-3c is an in-situ photo showing a ground mark originating from the top fittings of consist no.5. The ground mark suggests that this car slid on its side for some distance before coming to rest. Figure B-3d shows the condition of yard tracks 1 and 2 looking back along the direction of this ground mark. The rail was broken in several places and one piece was bent back 180 degrees. Figure B-3e is an in-situ photo showing a ground mark and trail of debris originating from consist no. 8 and 9. This suggests these cars followed a trajectory situated roughly between yard tracks 2 and 3 before coming to rest. Consist no.10 came to rest with its leading end closest to the trailing end of consist no.9 (Figure B-2a). This suggests that consist no.10 remained attached to the two other cars for some distance and that its trailing end swung out when the car became uncoupled.
2.4.3
The next 2 derailed cars (consist no.11 and 12) came to rest on their side, approximately parallel to the west leg of the wye. The AR bolster of consist no.12 was pierced by two rails from a switch (see Figures A-10e, A-10f, B-4a and B‑4c). It is considered most probable that these rails acted as an anchor for the derailed car. The car was likely pushed a short distance in the direction of movement, before the rails embedded in the bolster prevented further movement. Figure A-10d is an in-situ photo showing a pile-up of ballast at the leading end of the car created by this forward motion. Figure A-10d also shows the severe impact damage sustained by the trailing end of consist no.12 when it was hit by consist no.13.
2.4.4
Most of the derailed tank cars located to the rear of consist no.12 were jackknifedFootnote 7 towards the wye track (Figures B-4b and B-4c). As the number of cars in the pile-up increased, some cars were forced into the ground while others were projected to the side and eventually on top of the pile (Figures B-4b, B-5a and B-5b). Thus consist no.21, 43, 55, 63, 64 and 65 came to rest at a slight angle or parallel to the direction of movement. Figure B-6a shows a portion of the pile-up where the derailed tank cars were partially buried and crushed against each other. In the main pile-up, the derailed tank cars were stacked up to 3 deep (Figures B-6b, B-6c and B-6d). Figure B-7 shows the relative position of 3 such cars (consist no.38, 39 and 55) after the neighbouring cars were removed during recovery operations. Clearly these cars were extensively crushed against one another. The last jackknifed car (consist no.62) sustained side impacts from cars no. 63 and 64.
2.5 Shell damage
2.5.1
Table 4 summarizes the shell conditions observed on the derailed tank cars. Twenty-one (21) cars had no breach in the shell. Of these 21 cars, 4 cars (consist no.6, 11, 64 and 65) had no dent whereas 17 cars (consist no.5, 7, 8, 9, 10, 13, 16, 19, 21, 27, 29, 33, 34, 35, 36, 37 and 61) exhibited deformations ranging from localized dents (Figure A-5e) to large-scale buckling (Figure A‑31c). The deformations observed on the tank shells were indicative of impacts with bodies ranging from small, relatively sharp objects (coupler, body bolster) to large, very blunt objects (head of another car).
| Condition | No. of cars affected |
|---|---|
| No dent | 4 |
| Deformed/dented with no breach | 17 |
| Breached due to impact damage | 37 |
| Breached due to thermal tears | 4 |
| UnknownFootnote 8 | 1 |
2.5.2
Thirty-seven (37) cars were breached due to impact damage to the shell. Figure 4 shows the location of cars with shell breaches due to impact damage within the derailment zone. Four (4) cars had sustained thermal tears in their shell – these cars are discussed in more detail in section 2.10.

2.5.3
Due to the large number of derailed cars and limited time available for inspection of each car, the dimensions of each shell breach were not measured. Nevertheless, the shell breaches may be grouped according to three qualitative size categories:
- “large” breaches: breaches with dimensions commensurate with the car’s diameter. Representative examples of large breaches are shown in Figures A-23f, A-30d, A-48g, A-52c and A-57c (consist no. 25, 32, 50, 54 and 59, respectively).
- “medium” breaches: breaches with dimensions commensurate with the manway nozzle diameter (about 20 inches). Representative examples of medium breaches are shown in Figures A-1a, A-29d, A-39d and A-56d (consist no.3, 31, 41 and 58, respectively).
- “small” breaches: breaches with dimensions on the order of a few inches. Representative examples of small breaches are shown in Figures A-43b and A-54d (consist no. 45 and 56, respectively).
Table 5 summarizes the largest size breach observed for each car and the number of cars affected. The location of cars with different breach size is indicated in Figure 5. The majority of cars with shell breaches (33 out of 37) had medium to large breaches.

| Size of breach | No. of cars affected | Consist no. |
|---|---|---|
| Large | 20 | 12, 14, 17, 20, 22, 23, 25, 28, 32, 43, 48, 49, 50, 51, 52, 53, 54, 57, 59, 62 |
| Medium | 13 | 3, 24, 30, 31, 38, 39, 40, 41, 42, 44, 46, 47, 58 |
| Small | 4 | 15, 45, 55, 56 |
2.5.4
Visual examination of the shell breaches in the field revealed features such as inclined fracture surfaces, a rough appearance, and localized plastic deformation indicative of a ductile overstress mode of failure. No sign of fatigue failure was observed. Occasionally the breach was associated with one of the welds joining the shell rings (see cars ACFX 76605, Table A-23 and TILX 316622, Table A-52 for representative examples). However, such fracture surfaces were typically situated in extremely deformed portions of the shell and there was no indication that a defective weld was contributory to the fracture.
2.5.5
Tank cars with various degrees of impact damage were selected for measurement using a three-dimensional (3D) laser scanning technique and the results are summarized in Table 6.Footnote 10 The shells of these cars exhibited impact damage ranging from a localized buckle (consist no.61) to large scale buckling (consist no.25, 35, 38 and 42). Car TILX 316570 (consist no.12) was also scanned as it was representative of a large rupture caused by an axial (head) impact. This large shell rupture was measured to be 3.9 m in length, with a surface area of about 1.1 m2.
2.5.6
The 3D laser scan analysis revealed that the subject tanks had sustained significant reductions in volume, close to 40% for the most deformed car. The cross-sectional changes in the most deformed portion of the tank shells exhibited reductions of up to 75%. Relatively modest reductions in tank length were measured, ranging from about 0.5 to 2.7%. These results are not unexpected as the tanks are known to be more compliant under side impacts than in the axial direction.Footnote 11 The radius of curvature measured at a sharp buckle in the shell of car WFIX 130545 was on the order of 0.1 m, as compared to the undamaged shell radius of 1.524 m.
| Parameter | Percent change relative to an undamaged car (a negative value indicates a reduction) |
|||||
|---|---|---|---|---|---|---|
| Car no.12 TILX 316570 |
Car no.25 ACFX 76605 |
Car no.35 WFIX 130545 |
Car no.38 ACFX 71505 |
Car no.42 CTCX 735572 |
Car no.61 TILX 316533 |
|
| Tank volume | -5.52 | -39.7 | -26.8 | -22.8 | -11.2 | -2.7 |
| Tank length | -0.77 | -2.76 | -1.58 | -2.42 | -0.60 | -0.51 |
| Tank cross-sectional area | -17 A | -73.6 B | -52.8 B | -53.3 | -17.7 B | -11.5 C |
| A measured adjacent to the rupture B measured in the most deformed region C measured at the transverse buckle |
||||||
2.6 Head damage
2.6.1
Table 7 summarizes the head conditions observed on the derailed tank cars. Thirty-two (32) cars had no breach in the head. Of these 32 cars, 4 cars had no dent whereas 28 cars exhibited deformations ranging from localized dents (consist 16, Figure A-14b) to deep dents covering most of the head area (consist 20, Figure A-18g). The deformations observed on the tank heads were indicative of impacts with bodies ranging from small, relatively sharp objects (coupler, body bolster) to large, very blunt objects (head of another car). Many of the dents were associated with gouges or scrape marks.
| Condition | No. of cars affected | Consist no. |
|---|---|---|
| No dent or breach | 4 | 4, 11, 13, 65 |
| Dented with no breach | 28 | 5, 10, 12, 14, 16, 20, 21, 22, 23, 24, 26, 30, 31, 32, 35, 37, 39, 40, 43, 47, 48, 49, 50, 51, 57, 59, 61, 64 |
| Breach in bottom portion of head | 10 | 15, 19, 28, 33, 42, 45, 52, 54, 60, 63 |
| Breach in top portion of head | 21 | 3, 6, 7, 8, 9, 17, 18, 25, 27, 29, 34, 36, 38, 41, 44, 46, 53, 55, 56, 58, 62 |
2.6.2
Thirty-one (31) cars contained at least one head breach. Figure 6 shows the location of the cars with head breaches within the derailment zone. Ten (10) cars were breached in the bottom portion of the head (below mid-height). Twenty-one cars (21) had at least one breach in the top portion of the head (at or above mid-height). Several cars were breached on the side of a head or near the head-to-shell weld; these were counted as head breaches. Most head breaches ranged in size from a few inches to less than a foot. These included rail punctures (consist no. 3 and 6, Figures A-1a and A-4d), rail burnsFootnote 12 (consist no. 8 and 9, Figures A-6d and A-7d) and punctures from impacts with larger objects such as couplers, trucks or bolsters (consist no.19 and 27, Figures A-17d and A-25a). Three (3) cars exhibited large head breaches – consist no.25 (Figures A-23a and A-23c), consist no.36 (Figure A-34b) and consist no.58 (Figures A-56a). These large head breaches were associated with extensive deformations and crushing of the head and adjacent shell.

2.6.3
All of the cars (except for the 4 undamaged cars listed in Table 7) exhibited some form of impact damage (denting or breach) in the top portion of at least one head. This is not unexpected as the majority of these cars came to rest on their side or upside down, thereby bringing the top portion of the heads closer to the ground and increasing the possibility of impacts with objects such as rail, couplers, and body bolsters. It should be noted that the heads of some cars were extensively deformed, yet had no puncture (for example consist no.48 and 51, Figures A-46b and A-49a). This was typically associated with extensive crushing of the shell in the vicinity of the head, consistent with a side impact (consist no.43, Figure A-41a). In some cases the extensive head and shell deformations caused the head to separate from the shell (consist 52, Figure A-50d). This type of breach was considered a large shell breach and is accounted for in the damage summary presented in Table 5.
2.6.4
Visual examination of the head punctures in the field revealed features such as inclined fracture surfaces, a rough appearance, and localized plastic deformation indicative of a ductile overstress mode of failure. No sign of fatigue failure was observed.
2.7 Top fittings damage
2.7.1
The information pertinent to the top fittings installed on the derailed tank cars is summarized in Table 8. All of the subject cars were equipped with a top unloading nozzle and flange to which several fittings were attached. On the 32 cars built to COC L116012A, the top fitting housing was a protective structure designed in accordance with the AAR’s top fittings protection requirements for non-pressure cars.Footnote 13 The top discontinuity protection structures “must be as tall as the tallest fitting involved, must provide protection for those fittings, without overstressing the tank shell and nozzles, when subjected to forces of 1/2W in the vertical downward direction, 1W horizontal in the longitudinal direction, and 1/2W horizontal in the lateral direction”, where W is defined as the designed gross rail load of the car, less trucks.Footnote 14 The 31 other cars were equipped with hinged protective housings fabricated of material with a minimum thickness of 0.119 inch, as specified by 49 CFR 179.200-16(g).
| Builder | No. of cars | COC | Top unloading arrangement | Protection type |
|---|---|---|---|---|
| Trinity | 32 | L116012A | 20-inch diameter multi-housing nozzle with bolted cover plate, 3-inch and 2-inch ball valves, vacuum relief valve and pressure relief valve | ¾-inch wall carbon steel housing with a hinged ¼-inch flat cover meeting AAR requirements for top discontinuity protection |
| 2 | L066085 | 15-inch diameter multi-housing nozzle with bolted cover plate, 2-inch and 1-inch ball valves and vacuum relief valve | 0.1198-inch thick hinged flat-top protective housing | |
| Gunderson | 9 | L114001 | 15-inch diameter top unloading nozzle and flange with 3-inch and 2-inch ball valves | hinged flat-top protective housing |
| ARI | 9 | F111018 | 15-inch diameter top unloading nozzle and flange with 3-inch ball valve, air inlet and vacuum relief valve | hinged flat-top protective housing |
| 1 | F071004C | |||
| ACF | 1 | A801029A | 15 3/8-inch diameter top unloading nozzle and flange with 2-inch and 1-inch ball valves and vacuum relief valve | 0.1198-inch thick hinged dome-shaped protective housing |
| 2 | A811019A | |||
| 1 | A861020 | |||
| 1 | A911018B | |||
| 1 | A841016 | 19 ¾-inch diameter top unloading nozzle and flange with 3-inch ball valve, air inlet and vacuum relief valve | 0.1198-inch thick hinged flat-top protective housing | |
| 1 | A851028 | |||
| Union Tank Car | 2 | F067034B | top unloading nozzle and flange with siphon and air inlet fittings | hinged flat-top protective housing |
| 1 | F067036B | |||
| 1 | F067040A |
2.7.2
A representative example of an undamaged top discontinuity protection-type housing is shown in Figure A-28e (consist no. 30). Figures A-56e and A-61f (consist no.58 and 63, respectively) are representative examples of the protective housings.
2.7.3
Table 9 summarizes the top fitting damage observed on the 32 cars with top discontinuity protection-type housings. Twenty-seven (27) cars had sustained some form of impact damage to the housing. The top fittings of 4 cars with impact-damaged housings were sheared off or otherwise compromised. On 3 cars with breached top fittings (consist no. 31, 32 and 54), the housing wall and cover had separated from the top unloading nozzle cover plate (Figures A-29e, A-30e and A-52e). On the fourth car (consist no. 52), the housing wall was deformed and the cover had separated due to impact damage (Figure A-50g)
2.7.4
Table 10 summarizes the top fitting damage observed on the 31 cars with protective housings. The top fitting housings of 26 cars were impact-damaged or missing. The top fittings of 16 cars were breached as a result of this impact damage. Cars CTCX 735629 (consist no.24, Figure A-22e) and NATX 303128 (consist no. 41, Figure A-39f) are representative examples of impact-damaged protective housings. The location of cars with breached top fittings in the derailment zone is shown in Figure 7.

| Condition | No. of cars affected | Consist no. |
|---|---|---|
| No visible impact damage to housing | 5 | 10, 11, 30, 35, 64 |
| Housing impact damaged with cover still attached | 20 | 3, 4, 5, 6, 12, 14, 16, 18, 19, 22, 34, 44, 45, 46, 47, 48, 49, 50, 55, 61 |
| Housing impact damaged with cover missing | 4 | 23, 29, 43, 52 |
| Housing missing | 3 | 31, 32, 54 |
| Top fittings breached | 4 | 31, 32, 52, 54 |
| Condition | No. of cars affected | Consist no. |
|---|---|---|
| No visible impact damage to housing | 4 | 56, 60, 63, 65 |
| Housing impact damaged | 12 | 8, 9, 20, 24, 26, 28, 33, 39, 42, 51, 53, 58 |
| Housing missing | 14 | 7, 13, 15, 17, 21, 25, 27, 36, 37, 38, 40, 41, 57, 62 |
| Top fittings breached | 16 | 7, 13, 15, 17, 21, 25, 26, 33, 36, 37, 38, 39, 40, 41, 57, 62 |
| UnknownFootnote 15 | 1 | 59 |
2.8 PRD damage
2.8.1
Pressure relief devices are designed to prevent the rise of internal pressure in excess of a specified value resulting from exposure to abnormal conditions. Federal regulations require that the start-to-discharge (STD) pressure of a PRD may not be lower than 75 psigFootnote 16 or exceed 33 percent of the minimum tank burst pressure.Footnote 17 Since DOT 111A100W1 tank cars have a minimum tank burst pressure of 500 psigFootnote 18, their maximum STD pressure is 165 psig. In the present case, 48 cars had PRDs with a STD pressure of 75 psig, and 15 cars had PRDs with a STD pressure of 165 psig (Table 11). The 7 cars built by ACF had 2 PRDs located on either side of the top fittings housing and manway. The other cars had 1 PRD. The PRD of the 32 cars built to COC L116012A was fastened to the top unloading nozzle assembly, within the top discontinuity protection housing. On the 31 other cars the PRDs were fastened to a safety valve nozzle attached to the top of the tank.
2.8.2
In addition to different STD pressures, PRDs are also designed with different flow capacities. A PRD that can discharge product at greater than 27000 scfmFootnote 19 is considered to have high flow capacity. In the present case, 22 cars were equipped with PRDs providing an actual flow capacity greater than 27000 cfm, including the 15 cars with STD pressure of 165 psig. The STD pressure and the flow capacity together determine how efficiently the PRD can relieve pressure in a tank car.
2.8.3
During a derailment, PRDs can end up in the liquid space of a tank car due to the orientation of the car after the derailment. It should be noted that pressure relief valves designed for compressible (vapour) service may not provide the same operational characteristics when operated in liquid, since liquids do not provide the expansive forces that vapours do.Footnote 20 This must be taken into account when calculating a PRD’s capacity to release pressure when the tank is over-turned. The AAR requires that the coefficient of dischargeFootnote 21 shall be 0.8 for vapours and 0.6 for liquids. Other coefficients of discharge may be used if justified by actual flow test data.Footnote 22
| Builder | No. of cars | COC | No. of PRDs | Start-to-discharge pressure (psig) | Flow capacity, actual (cfm) |
|---|---|---|---|---|---|
| Trinity | 32 | L116012A | 1 | 75 | 20,464 |
| 2 | L066085 | 1 | 165 | 35,608 | |
| Gunderson | 9 | L114001 | 1 | 165 | 38,902 |
| ARI | 8 | F111018 | 1 | 75 | 20,605 |
| 1 | F071004C | 1 | 75 | 20,605 | |
| ACF | 1 | A801029A | 2 | 75 | 35,660 |
| 2 | A811019A | 2 | 75 | 35,660 | |
| 1 | A841016 | 2 | 75 | 35,660 | |
| 1 | A851028 | 2 | 75 | 35,660 | |
| 1 | A861020 | 2 | 75 | 35,660 | |
| 1 | A911018B | 2 | 75 | 33,808 | |
| Union Tank Car | 2 | F067034B | 1 | 165 | 38,902 |
| 1 | F067036B | 1 | 165 | 38,902 | |
| 1 | F067040A | 1 | 165 | 38,902 |
2.8.4
The PRDs of 12 derailed cars exhibited breaches due to impact damage. Of the 32 cars with a PRD located within the top discontinuity protection-type housing, only 3 cars had breached PRDs (consist no.31, 32 and 54 – see Figures A-29e, A-30e and A-52e). On the other hand, 9 of the 31 cars with unprotected PRDs had breached PRDs (consist no.21, 24, 25, 33, 37, 38, 56, 57, and 62 – see Figures A-19e, A-22e, A-23h, A-31f, A-35g, A-36h, A-54f, A-55e and A-60f). The location of the cars with breached PRDs within the derailment zone is indicated on Figure 8.

2.9 BOV damage
2.9.1
The derailed tank cars had different types of BOV and bottom protection. Six (6) cars (consist no. 17, 25, 36, 38, 39 and 58) were equipped with an internal self-closing plug-style BOV with a tapered mounting flange that met the AAR Level A protection requirements.Footnote 23 All of the other tanks cars (57) were equipped with a 4-inch external ball valve and with a cast or fabricated skid, per AAR requirements.Footnote 24
2.9.2
Table 12 summarizes the bottom outlet damage observed on the derailed cars. The skids of 26 cars had experienced some form of impact damage; mostly deformation and/or cracking caused by side impacts (see Figure A-40f for a representative example). Four (4) cars (consist no. 45, 51, 52 and 57) exhibited extensive impact damage such as a broken skid and/or separated skid-to-shell welds. It should be noted that the shell of these cars was severely deformed in the vicinity of the skid, indicating that the tank had been subjected to high impact forces (see Figure A-49g for a representative example). Visual examination of the skid fractures in the field revealed features consistent with an overstress mode of failure.
| Skid | Handle assembly | BOV adaptor | |||
|---|---|---|---|---|---|
| Condition | No. of cars affected | Condition | No. of cars affected | Condition | No. of cars affected |
| No impact damage | 29 | No impact damage | 18 | No impact damage | 25 |
| Impact damaged | 26 | Deformed or impact damaged | 21 | Sheared off exposing BOV ballFootnote 25 | 33 |
| Car has no skid | 6 | Missing | 22 | Sheared off exposing BOV plug | 3 |
| UnknownFootnote 26 | 2 | Unknown | 2 | Unknown | 2 |
2.9.3
The AAR requires that “Bottom outlet valve handles, unless stowed separately, must be designed to either bend or break free on impact, or the handle in the closed position must be located above the bottom surface of the skid”.Footnote 27 In the present case, the BOV handle assemblies of 43 cars were deformed, impact damaged or missing (Table 12).
2.9.4
The BOV adaptor was sheared off at the mounting flange (the intended breaking point) of 36 cars, exposing the BOV ball (33 cars) or plug (3 cars). The exposed plugs were closed with no sign of leakage (consist no. 36, 39 and 58, Figures A-34f, A- 37g and A-56g). However, on 7 of the 33 cars with exposed BOV balls (consist no. 23, 34, 35, 45, 46, 61 and 64), the BOV ball was open, partially open or visibly leaking product (see Figures A-21h, A-32f, A-33h, A-43f, A-44d, A-59h and A-62g). It was noted that these 7 cars also had damaged or missing handle assemblies. Figure 9 shows the location of the 7 cars with breached BOVs within the derailment zone. These tank cars came to rest on their right side (consist no. 23 and 34) or upright (consist no. 35, 45, 46, 61 and 64). Consequently the gap created by the open/partially BOV ball would have permitted the release of product.

2.9.5
Product residue was observed on the exterior of the BOV adaptor of some cars (consist no. 15 and 37 - see Figures A-13h and A-35f) and on the exposed BOV ball (consist no. 8, 16, 49 and 55 - see Figures A-6h, A-14f, A-47d and A-53h) suggesting that some product had seeped out of these BOVs.
2.9.6
Elastomeric gaskets are typically used in BOV arrangements. Excessive heat will gradually degrade elastomeric materials as well as deteriorate their performance. Gaskets exposed to high temperature or prolonged heat exposure can exhibit premature failure leading to leakage. A temperature above 350°F (177°C) is considered high temperature for this type of material.Footnote 28 Temperatures within pool fires on the order of 900 to 1100°C have been reported in the available literature.Footnote 29 Thus, it is likely that the seepage observed on the subject BOVs was caused by high temperature damage to the BOV gaskets sustained during the post-derailment fire.
2.10 Thermal tears
2.10.1
A thermal tear occurs when a tank car is exposed to elevated temperatures such as those resulting from a post-derailment fire. As the temperature inside the tank rises, the product vapourizes, causing an increase in both its internal pressure and the stresses in the tank wall. As temperatures rise, the strength of metal alloys decreases while ductility increases, although various embrittlement phenomena may be encountered.Footnote 30 Eventually, if the internal pressure is not relieved by the PRD or if it builds up so quickly that the PRD cannot relieve it, the tank ruptures when the stresses in the tank wall exceed the tank material’s stress-rupture strength. Such ruptures are quite energetic due to the sudden release of the built-up pressure, resulting in large fire balls.
2.10.2
Thermal protection systems for tank cars consist of various insulating materials and/or coatings that may be covered by a steel jacket. When installed on a tank car, the thermal protection system must prevent release of any of the tank car’s content (except through the PRD) when subjected to a pool fire for 100 minutes and a torch fire for 30 minutes.Footnote 31 In the present case, none of the derailed tank cars had thermal protection nor was this a requirement at the time of construction.
2.10.3
Four (4) derailed cars contained longitudinal shell ruptures that were identified as thermal tears (see Table 4). Detailed observations for these cars are presented in Tables A-2, A-16, A-24 and A-61 and the salient points are summarized in Table 13. Comparing the location of each thermal tear to the car’s orientation after coming to rest, it was determined that all of the thermal tears were situated in the vapour space.
2.10.4
Figure 10 shows the location of the cars with thermal tears within the derailment zone. Car WFIX 130608 (consist no. 4) was exposed to the burning product released from punctures in the adjacent car TILX 316547 (consist no. 3). The 3 other cars came to rest within the main pile-up and were exposed to the large post-derailment pool fire. Consist no. 4 had no other breaches that might have contributed to the release of internal pressure (Table 13). The 3 other cars contained small breaches that might have released some of the built-up pressure.

| Consist no. | Reporting mark | Orientation of derailed car | Location of thermal tear | Other breach in tank? |
|---|---|---|---|---|
| 4 | WFIX 130608 | left side | right side | no |
| 18 | TILX 316333 | right side | left side | small puncture in B end head |
| 26 | PROX 44293 | upside down | top-left side | bent top fitting |
| 63 | NATX 310515 | upright & tilted to right | top-left side | small puncture in A end head |
2.10.5
Table 14 summarizes the information relative to the PRDs installed on the cars with thermal tears. Two cars had PRDs with a start-to-discharge pressure of 75 psig while the 2 other cars had 165 psig PRDs. Comparing the location of the PRD to the car’s orientation after coming to rest, it was determined that the PRDs of these 4 cars were in the liquid space.
| Consist no. | Reporting mark | No. of PRDs | Start-to-discharge pressure (psig) | Flow capacity, actual (cfm) |
|---|---|---|---|---|
| 4 | WFIX 130608 | 1 | 75 | 20,464 |
| 18 | TILX 316333 | 1 | 75 | 20,464 |
| 26 | PROX 44293 | 1 | 165 | 38,902 |
| 63 | NATX 310515 | 1 | 165 | 38,902 |
2.10.6
Analysis of 3D laser scan dataFootnote 32 collected for car WFIX 130608 indicates that the thermal tear was 4.4 m in length, with a surface area of about 2.5 m2. The length of this car was reduced by about 0.29% as compared to an undamaged car. The portion of the tank located away from the thermal tear exhibited a small volume increase of about 1.5% relative to an undamaged car. The length of the thermal tears in the 3 other cars was estimated in the field at about 1.6 m for car NATX 310515 and 2.4 m for cars PROX 44293 and TILX 316333.
2.10.7
Tensile ruptures caused by the rapid overheating of a vessel under pressure typically exhibit swelling of the wall in the regions adjacent to the rupture and an obvious reduction of the wall thickness (thin-lip rupture). Prolonged overheating and exposure to oxidizing or other embrittling conditions can result in ruptures with thick-edged fracture lips and little swelling (thick-lip rupture).Footnote 33 In the present case, the thermal tears in consist no.4 and 26 displayed features consistent with a thin-lip rupture (see Figures A‑2c and A-24e) whereas those in consist no.18 and 63 were more representative of thick-lip ruptures (see Figures A-16f and A-61e). Since these 4 cars were located in different parts of the post-derailment fire, they likely experienced different exposure conditions. In addition, consist no.18, 26 and 63 contained small breaches that may have permitted the release of some of the built-up pressure, whereas consist no.4 had no such breach. This might explain why consist no.18, 26 and 63 had smaller thermal tears than consist no. 4.
2.11 Manway damage
2.11.1
The derailed cars were equipped with hinged and bolted manway covers. On 13 cars, the manway cover was open when the TSB investigation team inspected the staged car. Aerial and in-situ photos indicate that these manway covers were closed when the cars came to rest and subsequently opened during recovery operations.
2.11.2
Table 15 summarizes the condition of the manways. The manway cover of 2 cars had separated as a result of impact damage (consist no.16 and 21, Figures A-14g and A-19f). Car TILX 316379 (consist no.16) came to rest on its left side while car NATX 310477 (consist no.21) came to rest upside down. Consequently, both cars would have released product from the open manway. One manway cover was partially consumed by the post-derailment fire (consist no.38, Figure A-36h).
| Condition | No. of cars affected |
|---|---|
| Cover missing | 2 |
| No visible impact damage | 34 |
| Hinge, bolts or lugs deformed or broken | 22 |
| UnknownFootnote 34 | 5 |
2.11.3
The manway cover hinges, bolts and/or lugs of 22 cars exhibited impact damage that likely could have compromised the seal. In addition to this impact damage, it is considered most probable that the manway gaskets of most cars were damaged by exposure to the post-derailment fire. Indeed, some cars exhibited a visible gap and/or product residue between the manway nozzle and cover, suggesting that product was released from the manway (see Figure A-59f for a representative example).
2.12 Burn-throughs
2.12.1
Thirteen (13) cars exhibited extreme fire damage in the form of burn-throughs. Footnote 35 The location of these cars within the derailment zone is indicated in Figure 11. Representative examples of burn-throughs are presented in Figures A-33e, A-36h, A-46c and A-59e (consist no.35, 38, 48 and 61). The burn-throughs had jagged edges and the regions around the perforations had visibly reduced wall thickness. In some cases the tank material around the perforation contained brittle cracks and could be easily broken off by hand.

2.12.2
The metallurgical examination of a representative coupon containing a burn-through revealed that the tank material was carburized and oxidized consistent with exposure to crude oil and air at high temperature during the post-derailment fire. It was concluded that these reactions were likely responsible for the loss of material causing the burn-through.Footnote 36
2.13 Stub sill and coupler damage
2.13.1
The AAR Manual of Standards and Recommended Practices specifies the requirements for stub sill, reinforcement pad and shell attachments. The stub sills must be attached to reinforcing plates that are attached to the tank such that “The welds securing the sill to the reinforcing plate must have a total throat area not exceeding 85% of the total throat area for the reinforcing plate-to-shell welds. These areas may be modified to use equivalent area values if the welding procedure differs for each weld area under consideration and also may be modified for parent metal strength considerations”.Footnote 37 Requirements are also provided for the extension of the reinforcing plate on either side of the sill attachment and at the head brace attachment.Footnote 38 These requirements are intended to ensure that if a stub sill is overloaded, the separation occurs between the sill and the pad rather than at the tank.
2.13.2
Table 16 summarizes the stub sill information provided on the derailed cars’ COC. All of the subject stub sill designs incorporated a head brace except for the ACF type stub sills. The AAR Manual of Standards and Recommended Practices requires that all tank cars carrying regulated commodities be equipped with top-and-bottom shelf couplers.Footnote 39 All of the subject tank cars were equipped with top-and-bottom shelf couplers.
| Builder | No. of cars | COC | Stub sill type |
|---|---|---|---|
| Trinity | 32 | L116012A | TRN 023 |
| 2 | L066085 | TRN 023 | |
| Gunderson | 9 | L114001 | GUN-001 |
| ARI | 8 | F111018 | ARI 300 |
| 1 | F071004C | ARI 300 | |
| ACF | 1 | A801029A | ACF |
| 2 | A811019A | ACF | |
| 1 | A841016 | ACF | |
| 1 | A851028 | ACF | |
| 1 | A861020 | ACF | |
| 1 | A911018B | ACF | |
| Union Tank Car | 2 | F067034B | UTL ZBG |
| 1 | F067036B | UTL ZBG | |
| 1 | F067040A | UTL ZBG |
2.13.3
Table 17 summarizes the impact damage observed on the stub sills and couplers of the derailed tank cars. Only 5 cars had no impact damage to either stub sill or coupler. All of the other cars (58) exhibited at least one damaged stub sill and/or coupler. Most cars (46) were damaged on both ends. Eleven (11) cars exhibited damage to their stub sill(s) but no coupler damage. Forty-seven (47) cars had both stub sill and coupler damage. Representative examples of this damage include deformed stub sill (Figure A-11a, consist no.13), a separated knuckle (Figure A-17d, consist no.19) and a broken stub sill and coupler (Figure A-51f, consist no.53). It was noted that even the last 2 derailed cars (consist no.64 and 65) exhibited significant impact damage to their stub sills and couplers (see Tables A-62 and A-63).
| Condition | No. of cars affected | No. of cars with stub sill damage only | No. of cars with stub sill and coupler damage |
|---|---|---|---|
| No impact damage | 5 | not applicable | not applicable |
| Impact damage at one end | 12 | 4 | 8 |
| Impact damage at both ends | 46 | 7 | 39 |
2.13.4
Nine (9) derailed tank cars exhibited separations at the stub sill attachments. The A end stub sill of car ACFX 76605 (consist no.25) had separated from the front sill pad (Figure A-23c). Cars TILX 316319, CTCX 735617 and TILX 316533 (consist no.50, 51 and 61) exhibited separations at the attachments between the head brace and front sill pad or between the stub sill and head brace (Figures A-48b, A-49b and A-59b). On PROX 44293, TILX 316523, TILX 316613 and TILX 316622 (consist no.26, 46, 47 and 54), the front sill pad had separated from the tank at the fillet weld (Figures A-24b, A-44a, A-45b and A-52b).
2.13.5
The A end of car WFIX 130664 (consist no.44) also contained a separation at the fillet weld between the front sill pad and the tank. This crack had propagated to the body bolster pad fillet weld and into the head-to-shell weld, breaching the tank at 2 locations (Figures A-42b and A-42c). The analysis of 3D laser scan data for car WFIX 130664 indicates that the lower tank breach was 0.50 m long and 0.11 m wide.Footnote 40 The upper tank breach was 0.25 m long and 0.03 m wide. The gap between the separated front sill pad and head surface was about 5.3 cm. There was a large dent in the left hand portion of the A end head adjacent to the front sill pad separation. The area covered by this dent was about 2.8 m2 and the dent had a volume of about 0.64 m3.
3.0 Discussion
3.1 Summary of tank car breaches
3.1.1
Table 18 summarizes the various types of breach observed on each derailed car. Four (4) cars exhibited no visible breach (consist no.5, 10, 11 and 65). Of the 59 breached cars, 33 (56%) had more than 1 type of breach.
| Position in consist | Car initial | Car number | Type of breach | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Head | Shell | Top fittings | PRD | Manway | BOV | Thermal tear | |||
| 3 | TILX | 316547 | x | x | |||||
| 4 | WFIX | 130608 | x | ||||||
| 5 | TILX | 316359 | |||||||
| 6 | TILX | 316338 | x | ||||||
| 7 | NATX | 310428 | x | x | |||||
| 8 | CTCX | 735541 | x | ||||||
| 9 | DBUX | 303879 | x | ||||||
| 10 | WFIX | 130682 | |||||||
| 11 | TILX | 316641 | |||||||
| 12 | TILX | 316570 | x | ||||||
| 13 | NATX | 310457 | x | ||||||
| 14 | WFIX | 130638 | x | ||||||
| 15 | NATX | 310473 | x | x | x | ||||
| 16 | TILX | 316379 | x | ||||||
| 17 | ACFX | 79709 | x | x | x | ||||
| 18 | TILX | 316333 | x | x | |||||
| 19 | TILX | 316549 | x | ||||||
| 20 | CTCX | 735527 | x | ||||||
| 21 | NATX | 310477 | x | x | x | ||||
| 22 | WFIX | 130603 | x | ||||||
| 23 | TILX | 316556 | x | x | |||||
| 24 | CTCX | 735629 | x | x | x | ||||
| 25 | ACFX | 76605 | x | x | x | x | |||
| 26 | PROX | 44293 | x | x | |||||
| 27 | NATX | 310581 | x | ||||||
| 28 | PROX | 44202 | x | x | |||||
| 29 | TILX | 316234 | x | ||||||
| 30 | TILX | 316584 | x | ||||||
| 31 | WFIX | 130571 | x | x | x | ||||
| 32 | TILX | 316330 | x | x | x | ||||
| 33 | NATX | 310412 | x | x | x | ||||
| 34 | TILX | 316317 | x | x | |||||
| 35 | WFIX | 130545 | x | ||||||
| 36 | ACFX | 79698 | x | x | |||||
| 37 | NATX | 302784 | x | x | |||||
| 38 | ACFX | 71505 | x | x | x | x | |||
| 39 | ACFX | 71121 | x | ||||||
| 40 | CTCX | 735537 | x | x | |||||
| 41 | NATX | 303128 | x | x | x | ||||
| 42 | CTCX | 735572 | x | x | |||||
| 43 | WFIX | 130616 | x | ||||||
| 44 | WFIX | 130664 | x | x | |||||
| 45 | WFIX | 130630 | x | x | x | ||||
| 46 | TILX | 316523 | x | x | x | ||||
| 47 | TILX | 316613 | x | ||||||
| 48 | TILX | 316616 | x | ||||||
| 49 | TILX | 316206 | x | ||||||
| 50 | TILX | 316319 | x | ||||||
| 51 | CTCX | 735617 | x | ||||||
| 52 | TILX | 316572 | x | x | x | ||||
| 53 | CTCX | 735526 | x | x | |||||
| 54 | TILX | 316622 | x | x | x | x | |||
| 55 | WFIX | 130585 | x | x | |||||
| 56 | NATX | 310508 | x | x | x | ||||
| 57 | CTCX | 735525 | x | x | x | ||||
| 58 | ACFX | 79383 | x | x | |||||
| 59 | PROX | 44428 | x | ||||||
| 60 | PROX | 44150 | x | ||||||
| 61 | TILX | 316533 | x | ||||||
| 62 | ACFX | 94578 | x | x | x | x | |||
| 63 | NATX | 310515 | x | x | |||||
| 64 | TILX | 316528 | x | ||||||
| 65 | NATX | 310470 | |||||||
3.1.2
Table 19 summarizes the total number of cars exhibiting each type of breach. Shell breaches (37 cars) were the most frequently observed cause of product release, followed by head breaches (31 cars), and breached top fittings and PRDs (20 and 12 cars, respectively). BOV (7 cars), thermal tear (4 cars) and manway (2 cars) breaches were the less frequent causes of product release.
| Type of breach | No. of cars affected |
|---|---|
| Shell | 37 |
| Head | 31 |
| Top fittings | 20 |
| PRD | 12 |
| BOV | 7 |
| Thermal tear | 4 |
| Manway | 2 |
3.2 Release from breached tank car shells and heads
3.2.1
Shell breaches were the most frequent type of damage observed in this derailment. The shell breaches ranged in size from small punctures (a few inches in diameter) to large ruptures (commensurate with the tank’s diameter). The majority of the shell breaches (20 out of 37, 54%) were of a size commensurate with the car’s diameter. Thus, shell breaches were the most important contributors to the release of product in terms of their size (cross-sectional area) as well as the number of cars affected. It is considered that cars with large shell breaches would have released their lading almost instantaneously. Consequently, the high number of large shell breaches was a contributing factor to the large fire ball and pool fire in this derailment. Release from small shell breaches, while not instantaneous, contributed to feed the pool fire and to spillage of product after the fire was extinguished.
3.2.2
Head breaches were the second most frequent type of damage with 31 cars affected (Table 19). The head breaches were generally smaller than the shell breaches, ranging from a few inches to about 1 foot in diameter. These head breaches would also have contributed to feed the pool fire and to product spillage.
3.2.3
The heads and shells of the derailed tank cars were constructed of 7/16 to 15/32-inch thick steel, which is thinner than specified for some other classes of tank cars. The heads were made of normalized (19 cars) or non-normalized steel (44 cars). There was no sign that non-normalized heads were less puncture resistant than normalized heads - 50% of the cars with non-normalized steel heads exhibited head breaches whereas 59% of cars with normalized heads contained head breaches. The shells were also made of normalized (11 cars) or non-normalized steel (52 cars). Only 3 of the cars with shell breaches were made of normalized steel; the others were made of non-normalized steel. It should be noted that most cars with normalized steel shells were in the portions of the derailment zone where the derailment forces were less severe (see paragraph 3.2.8). The tank fracture surfaces exhibited the typical features of ductile overstress failures (fracture surfaces inclined at 45 degrees, plastic deformation, and rough appearance). No sign of brittle failure (lack of plastic deformation, chevrons, granular appearance) was noted during the investigation. Furthermore, representative coupons taken from derailed car tanks made of normalized and non-normalized steel gave similar tensile test results. Footnote 42 In conclusion, there is no indication that the non-normalized steels used for some of the tanks were a contributing factor to the product release in this derailment.
3.2.4
The investigation showed that 18 cars exhibited both shell and head breaches (Table 18). Thirteen (13) cars had only shell breaches and 7 cars had only head breaches, with no other type of breach. It is considered most probable that some of the product release by these cars could have been reduced had their shells and heads been more impact-resistant. Specifically, cars built with thicker steel, head shields and/or tank jackets are known to be better protected. It should be noted that all of the cars (except for the 4 undamaged cars) exhibited some form of impact damage (denting or breach) in the top portion of at least one head. This suggests that full-head shields would be more beneficial than half-head shields (which only protect the bottom portion of the head) in this type of derailment.
3.2.5
Parameters such as the number of cars in the train, car weight, initial train speed, and on-track (rail) and off-track (ground) coefficients of friction are known to affect the severity of derailments.Footnote 43 In addition, the magnitude of impact forces was found to be related to the cars’ relative velocity at the moment of contact (impact speed) and impact location. Tank car puncture modelling indicates that when an object contacts the tank, the forces resisting the impact loads are the pressure on the inside surface of the contact patch and the shear stress around the perimeter of the contact patch.Footnote 44 Thus the car’s outage and the impactor size also influence the car’s behaviour when subjected to an impact.
3.2.6
Derailments are complex and chaotic events that can involve a wide range of collisions between the various cars in the train. It was beyond the scope of the present report to analyze the circumstances of every dent and breach observed on the derailed tank cars’ shell and heads. However, a qualitative analysis of the tank damage suggests that the derailed tank cars were subjected to a range of impact speeds and forces, depending on their position in the train.
3.2.7
It was noted that the cars at the front of the train (consist no.3 through 11) travelled on relatively straight trajectories. These cars also sustained relatively minor impact damage - mostly small head punctures from rail contact, with the exception of the first car (consist no.3) that impacted a box car parked on yard track 2 (Figure B-3b). These observations suggest that although these cars may have been travelling at higher speed, they were subjected to less severe impact forces than the cars located in the main pile-up.
3.2.8
The cars located immediately to the rear of consist no.12 that was anchored by the rails in its AR bolster (see paragraph 2.4.3) came to rest in alternating directions, collapsed on each other. In general these cars sustained multiple dents and punctures, with many cars exhibiting damage to both shell and heads. This suggests that these cars were exposed to more severe impact conditions than those located at the front of the train. Although cars with large shell ruptures (indicated in red on Figure 5) were scattered throughout the pile-up, about half of these cars were clustered towards the end of the train. It is considered that these cars would have encountered more severe derailment conditions than those experienced by cars located towards the front of the train. By the time these cars came to rest, there was already a large pile-up, with some cars dug into the ground and others stacked up to 3 deep. This pile-up likely acted like a wall for the derailing cars. It was noted that most of the cars at the rear of the train came to rest approximately upright (Figure B-2b), suggesting that as soon as each car derailed and came off the track, it was jackknifed and crushed against the pile-up by the cars at its rear. These highly constrained derailment conditions caused large-scale buckling and extreme tank deformations (so-called plastic collapse) and resulted in the large shell ruptures.
3.2.9
In 2011 the AAR tank car standards were amended to incorporate a number of enhancements to all Class 111 tank cars built for the transportation of Packing Group I or II materials with the proper shipping names “Petroleum Crude Oil”, “Alcohols, n.o.s.” and “Ethanol and Gasoline mixture”.Footnote 45 For tanks constructed of normalized TC128 Grade B steel, non-jacketed tanks must be at least ½-inch thick and jacketed tanks at least 7/16-inch thick. For tanks constructed of normalized ASTM A516 Grade 70 steel, non-jacketed tanks must be at least 9/16-inch thick and jacketed tanks at least 1/2-inch thick. Cars must also be equipped with at least ½-inch half-head shields. Such enhancements have been found to decrease the probability of product loss from tank punctures. However, it is not clear whether these enhancements would provide sufficient protection under severe impact conditions resulting in plastic collapse of the tanks, such as those prevailing during the present derailment.
3.3 Release from breached top fittings and PRDs
3.3.1
The investigation showed that 4 out of 27 (15%) cars with impact-damaged top discontinuity protection housings had top fitting breaches. The top fittings of 16 out of 26 (62%) cars with impact-damaged protective housings were breached.
3.3.2
The 32 cars with a PRD located within the top discontinuity protection-type housing had significantly fewer product releases from impact-damaged PRDs – only 3 out of 32 (9%) of these protected PRDs were breached. On the other hand, 9 of the 31 (29%) cars with unprotected PRDs exhibited product release from a breached PRD.
3.3.3
Of the 20 cars with breached top fittings, more than half (11 cars, 55%) also had breached PRDs. This is not unexpected as the top fittings and PRDs are located adjacent to each other on the top of the car. Consequently, there is a fairly high probability that an impact that affects the one would also affect the other.
3.3.4
These observations indicate that top discontinuity protection is an effective means to reduce the release of product from impact-damaged top fittings and PRDs.
3.3.5
The cars with breached top fittings and/or PRDs were principally in the main pile-up (Figures 8 and 9). Most of these cars came to rest on their side or upside down, so that product would have flowed from the damaged top fitting and/or PRD to feed the pool fire. Most of the cars with breached top fittings and/or PRD had some form of head and/or shell damage in addition to the top fittings and/or PRD damage. However, 2 cars (consist no. 13 and 21) exhibited product release only from impact-damaged top fittings and/or PRD. Had these 2 cars been equipped with top discontinuity protection, they might not have had any product loss due to impact damage.
3.4 Release from breached BOVs
3.4.1
The BOV adaptor was sheared off at the mounting flange (the intended breaking point) of more than half of the derailed cars (36 out of 63 - 57%), exposing the BOV ball (33 cars) or plug (3 cars). On 7 cars with exposed BOV balls, the ball valve was open, partially open or visibly leaking product. These 7 cars also had impact-deformed or missing handle assemblies. The breached BOV was the only type of breach observed on 3 of these 7 cars. Furthermore, these 3 cars had come to rest in the upright position such that product would have flowed from their breached BOVs. These observations suggest that these 3 cars might not have experienced any product loss if they had been equipped with a handle assembly configured to prevent actuation of the ball valve when the handle is deformed or broken off.
3.4.2
It was noted that whereas some of the cars with an internal self-closing plug-style BOV experienced damage to their bottom fittings, the exposed plug remained closed and there was no loss of product. This suggests that the self-closing plug-style valves are inherently better protected against product loss than the external ball valves.
3.4.3
The investigation into a 2013 derailment involving Class 111 tank cars in Ontario (TSB occurrence R13T0060) has previously identified this issue and TSB Rail Safety Advisory 15/13 was issued to Transport Canada to communicate the risk of product loss through BOV handles that are damaged during derailments. The investigation results from this occurrence further reinforce the need for design improvements to reduce the risk of product loss from impact-damaged bottom fittings.
3.5 Release from thermal tears
3.5.1
Of the 63 derailed cars, 4 cars exhibited thermal tears. Thermal tears occur when a tank car is exposed to fire and the PRD and any other breaches in the tank are unable to vent the rising internal pressure, causing an energetic rupture of the tank. The sudden release of the pent-up pressure results in loss of the tank lading as a large fire ball. No fragments of tank material were separated as a result of the thermal tears in the present derailment. This indicates that the catastrophic releases associated with these thermal tears were less energetic than those caused by a BLEVE.Footnote 46
3.5.2
Two of the cars with thermal tears had PRDs with a start-to-discharge pressure of 75 psig whereas the 2 other cars had 165 psig PRDs. It has been suggested that PRDs with higher start-to-discharge pressure might pose a risk of building up excessive internal pressure during a fire, thus resulting in more energetic thermal tears. In the present case, the car with the largest thermal tear (4.4 m, consist no.4) was equipped with a 75 psig PRD, whereas the car with the smallest thermal tear (1.6 m, consist no.63) had a 165 psig PRD. Thus, there was no sign that the type of PRD was contributory to the limited number of thermal tears in the present derailment.
3.5.3
The investigation revealed that at least 2 of the thermal tears occurred within 20 minutes of the accident whereas the 2 other thermal tears occurred during the extended pool fire. The AAR requirements for thermal protection systems are intended to ensure that the combination of tank car, PRD, thermal protection system and lading material must be capable of withstanding a full-immersion pool fire for 100 minutes with no product loss except through the PRD. In the present case, none of the cars were equipped with a thermal protection system nor were any required.
3.5.4
It was noted that one of the cars with thermal tears (consist no. 4) came to rest adjacent to another car that was exposed to similar derailment conditions but did not sustain a thermal tear (consist no. 5). This car had no visible breach (Table A‑3). Its tank was slightly bulged on the side located closest to the breached cars (consist no. 3 and no. 4) that would have fed the pool fire. It is considered likely that consist no. 5 had experienced a build-up of internal pressure but that the combination of temperature and internal pressure did not quite reach the levels required to cause a thermal tear. These observations suggest that relatively modest improvements in fire survivability might have been sufficient to prevent consist no. 4 from sustaining a thermal tear. Simulations for tank car survivability conducted by the AAR indicate that thermal protection, thicker steel and jacketed cars can significantly extend the time a tank car can survive in a pool fire.
3.6 Release from burn-throughs
3.6.1
All of the cars with burn-throughs contained at least one other type of breach due to impact damage. The impact-related breaches would have resulted in an immediate release of product. On the other hand, it is considered that the tank material was exposed to the post-derailment fire for some time before the cars were breached by burn-throughs. Therefore the product released from the burn-throughs contributed to feed the pool fire and the spill, after the fire was extinguished.
3.6.2
Car WFIX 130585 (consist no.55) came to rest on top of the main pile-up. It had sustained extensive fire damage with a burn-through on the top of the tank. Minor impact damage was noted. The tank was slightly bulged near the B end and contained small ruptures with a red discoloration indicative of fire damage and product residue. Neither the BOV nor the top fittings were visibly breached, although product residue was present suggesting some leakage occurred. These observations indicate that this tank car experienced a rise in internal pressure while it sat in the pool fire. The burn-through likely contributed to release some of this internal pressure so that when the tank finally failed, the result was a few small ruptures instead of a large thermal tear.
3.7 Release due to stub sill failure
3.7.1
The examination showed that the vast majority of the derailed tank cars (58 of 63 – 92%) had at least one damaged stub sill and/or coupler. Most cars (46) were damaged on both ends. It was noted that even the last 2 derailed cars (consist no. 64 and 65) exhibited significant impact damage to their stub sills and couplers. This is consistent with the predominantly severe impact conditions observed in this derailment.
3.7.2
Nine (9) derailed tank cars exhibited separations at the stub sill attachments. On 5 cars, these separations were located at the fillet weld between the front sill pad and the tank. On 1 car (WFIX 130664), this crack had propagated into the tank, resulting in 2 breaches, one with a length of 0.50 m and the other 0.25 m.
3.7.3
National Transportation Safety Board (NTSB) Safety recommendation R-12-09 was issued in connection with the NTSB investigation of the 19 June 2009 derailment of Canadian National freight train U7069l-l8 in Cherry Valley, Illinois. The NTSB investigation of the Cherry Valley, IL accident determined that as a result of downward loading on the draft sill of a tank car, a pad fractured from the tank wall. After the pad separation, the tank wall experienced a circumferential fracture. It was determined that the draft sill and pad attachments were configured in a way that made this tank design susceptible to tank wall fracture resulting from a downward loading of the draft sill.
3.7.4
It was determined that car WFIX 130664 had a similar design of stub sill and exhibited a similar type of stub sill failure as that in the Cherry Valley, IL accident.
3.7.5
The NTSB recommendation asked AAR to revise the design requirements for stub sill attachments as needed to ensure that appropriate distances between welds are maintained in all directions, to prevent a crack from travelling from one attachment weld to the other and into the tank wall. It was reported that the AAR Tank Car Committee has discussed this recommendation and decided on a minimum distance between welds of 3 times the thickness of the plate being attached to the tank. The next step would be for the Committee to incorporate this change into a revised issue of the Manual of Standards and Recommended Practices C-III.
4.0 Conclusion
4.1
The majority (94%) of the derailed cars exhibited some type of breach resulting in loss of product. Of the breached cars, 56% had more than 1 type of breach.
4.2
Shell breaches (37 cars) were the most frequently observed cause of product release, followed by head breaches (31 cars), and breached top fittings (20 cars) and PRDs (12 cars). BOV (7 cars), thermal tear (4 cars) and manway (2 cars) breaches were less frequent causes of product release.
4.3
Most (54%) of the shell ruptures were of a size commensurate with the car diameter, and would have caused the almost instantaneous release of the car’s lading. Consequently, the high number of large shell breaches was a contributing factor to the large fire ball and pool fire in this derailment.
4.4
The head breaches were generally smaller than the shell breaches, ranging from a few inches to about 1 foot in diameter. These head breaches would have contributed to feed the pool fire and to product spillage.
4.5
There was no indication that the use of non-normalized steels for some of the tanks was a contributing factor to the product release in this derailment.
4.6
Thirteen (13) cars had only shell breaches and 7 cars had only head breaches, with no other type of breach. It is likely that some of the product loss by these cars could have been reduced had they been built with thicker steel, head shields and/or tank jackets.
4.7
Most cars (except for the 4 undamaged cars) exhibited some form of impact damage (denting or breach) in the top portion of at least one head. This suggests that full-head shields would be more beneficial than half-head shields (which only protect the bottom portion of the head) in this type of derailment.
4.8
A qualitative analysis of the tank damage suggests that the derailed tank cars at the front of the train (consist no.3 through 11) experienced less severe impact forces than those located in the main pile-up.
4.9
About half of the cars with large shell ruptures were clustered towards the end of the train. These cars would have encountered more severe derailment conditions than those experienced by cars located towards the front of the train. The large pile-up likely acted like a wall for the derailing cars, resulting in highly constrained derailment conditions. This caused large-scale buckling, extreme tank deformations (so-called plastic collapse) and resulted in the large shell ruptures.
4.10
The investigation showed that 15% of cars with impact-damaged top discontinuity protection housings had breached top fitting whereas 62% of those with impact-damaged protective housings were breached. Likewise, only 9% of protected PRDs were breached whereas 29% of cars with unprotected PRDs exhibited product loss from a damaged PRD. This indicates that top discontinuity protection is an effective means to reduce the release of product from impact-damaged top fittings and PRDs.
4.11
More than half of the derailed cars exhibited impact damage to the BOV that exposed the BOV ball (33 cars) or plug (3 cars). Seven cars with exposed BOV balls exhibited an open, partially open or visibly leaking BOV ball, all with impact-deformed or missing handle assemblies. The breached BOV was the only type of breach observed on 3 of these cars. This suggests that these 3 cars might not have experienced any product loss had they been equipped with a handle assembly configured to prevent actuation of the ball valve when the handle is deformed or broken off.
4.12
On cars equipped with an internal self-closing plug-style BOV, the exposed plug remained closed and there was no loss of product. This suggests that the self-closing plug-style valves are inherently better protected against product loss than the external ball valves.
4.13
Four of the derailed tank cars exhibited thermal tears. The sudden release of the pent-up pressure in the tanks resulted in loss of the tank lading as a large fire ball. No fragments of tank material were separated as a result of the thermal tears.
4.14
The car with the largest thermal tear (4.4 m, consist no.4) was equipped with a PRD with a STD pressure of 75 psig, whereas the car with the smallest thermal tear (1.6 m, consist no.63) had a 165 psig PRD. There was no indication to suggest that the type of PRD was contributory to the limited number of thermal tears in the present derailment.
4.15
One of the cars with thermal tears came to rest adjacent to another car that was exposed to similar conditions but did not sustain a thermal tear. This suggests that relatively modest improvements in fire survivability might have prevented the thermal tear. Thermal protection, thicker steel and jacketed cars can significantly extend the time a tank car can survive in a pool fire.
4.16
All of the cars with burn-throughs contained at least one other type of breach due to impact damage. The product released from the burn-throughs would have contributed to feed the pool fire and the spill, after the fire was extinguished.
4.17
Almost every derailed tank car (92%) exhibited at least one damaged stub sill and/or coupler. Most were damaged on both ends. The last 2 derailed cars had significant impact damage to their stub sills and couplers. This is consistent with the severe impact conditions observed in this derailment.
4.18
Nine (9) derailed tank cars exhibited separations at the stub sill attachments. One car contained a separation at the fillet weld between the front sill pad and the tank that had propagated into the tank and breached the shell at 2 locations. This was a similar type of stub sill failure as that observed during the NTSB’s investigation of the Cherry Valley, IL accident.
4.19
Identification of some derailed tank cars in the field was hindered by the lack of legible stenciling or stamped markings. Some identification plates had been affixed with low melting point fasteners and separated from the tank during the post-derailment fire.
Appendices
Appendix A: Tank car inspection results
Appendix B: In-situ photographs of derailed tank cars
This lab report is part of the Transportation Safety Board of Canada's investigation report R13D0054.